Ben bu yazıda tam olarak bunu yapacağım 🤝 Yani sana yalnızca “şu kadar devir, bu kadar ilerleme” gibi ezber tablolar vermeyeceğim; bunun yerine neden çelikte orta-istikrarlı bir başlangıç mantıklı, neden dökümde kuru ve kontrollü yaklaşım çoğu zaman daha güvenli, neden paslanmazda ise aşırı temkinli davranmanın bazen tam tersine daha fazla ısı ve daha kötü yüzey üretebildiği üzerine konuşacağız. Bu yaklaşımı da Toksan’ın tornalama çözümleri, tutucu ve ekipmanları, test ve özel takım imalatı, müşteri eğitimi, genel mühendislik ve seri üretim odaklı sektör çözümleri ile birleştirerek ele alacağım. Çünkü tornalamada güvenli başlangıç, yalnızca insert seçimi değil; malzeme davranışı, bağlama, takım çıkıntısı, soğutma, talaş kontrolü ve operatör disiplini birlikte düşünüldüğünde gerçekten güvenli hale gelir 🚀
Tornalamada “güvenli başlangıç” tam olarak ne demektir? 🎯
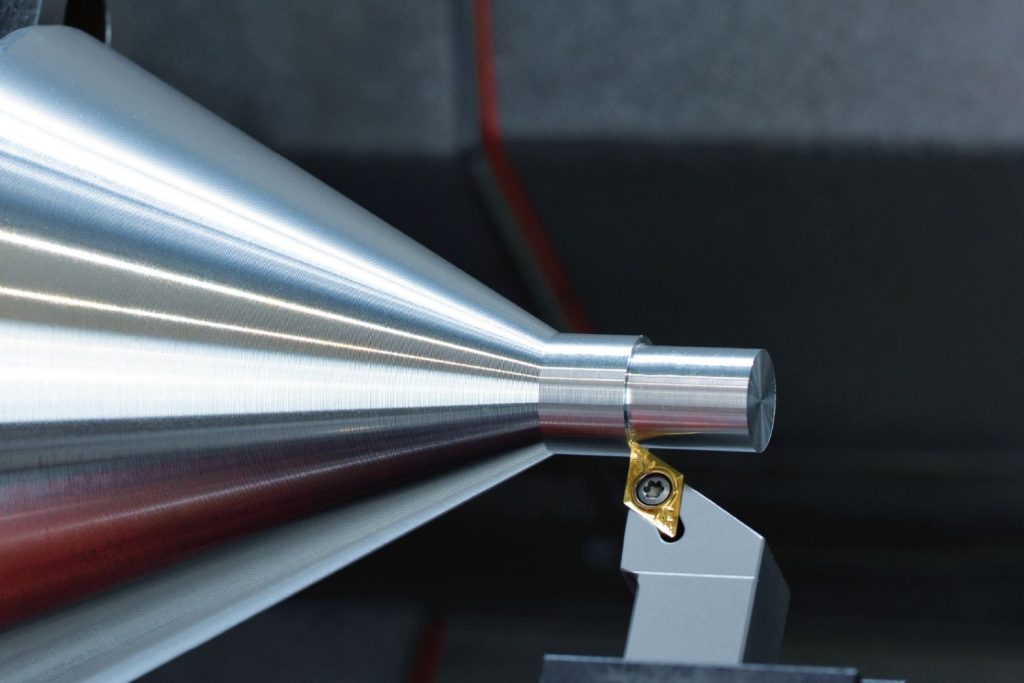
Güvenli başlangıç, birçok kişinin zannettiği gibi her şeyi minimuma çekmek demek değildir. Aksine bu yaklaşım bazen en pahalı hatayı doğurur 😅 Özellikle paslanmazda çok düşük hız ve çok düşük ilerleme sürtünmeyi artırabilir; çelikte gereksiz düşük hız built-up edge ve kötü yüzey oluşturabilir; dökümde yanlış soğutma stratejisi termal şoka ve takım ömrü dalgalanmasına neden olabilir. O yüzden güvenli başlangıçtan kastım şudur: takımın gerçekten kesmeye başladığı, talaşın kontrol altında olduğu, ısının yönetilebilir kaldığı, makinenin stabil hissettirdiği ve operatörün ilk birkaç parçada güvenle ölçü alabileceği parametre penceresi.
Toksan’ın tornalama sayfasında hassasiyet, verimlilik, uzun takım ömrü ve minimum işlem süresinin birlikte anılması bu yüzden önemlidir. Çünkü gerçek hayatta sadece takım ömrünü büyütmek yetmez; çevrim süresi, yüzey kalitesi ve proses güvenilirliği de birlikte düşünülmelidir. Aynı mantık tutucu sistemlerinde de geçerlidir; doğru tutucu ile titreşimin, balans hatalarının ve eksen kaçıklıklarının azaltılması, güvenli başlangıç penceresini ciddi biçimde genişletir.
Çelik, döküm ve paslanmaz takıma nasıl farklı davranır? 🔍
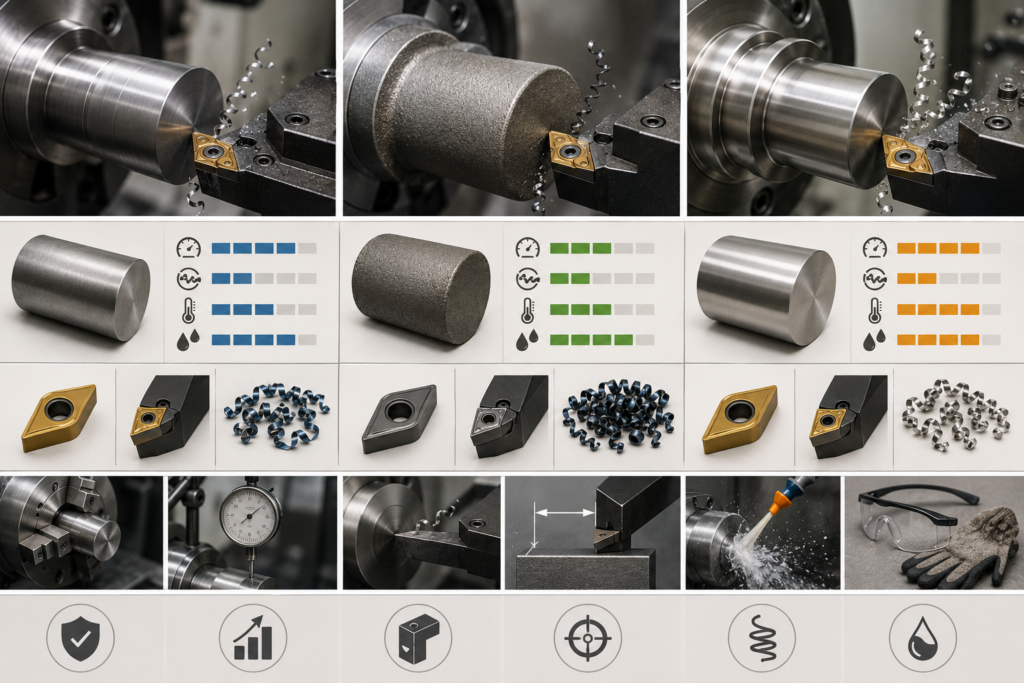
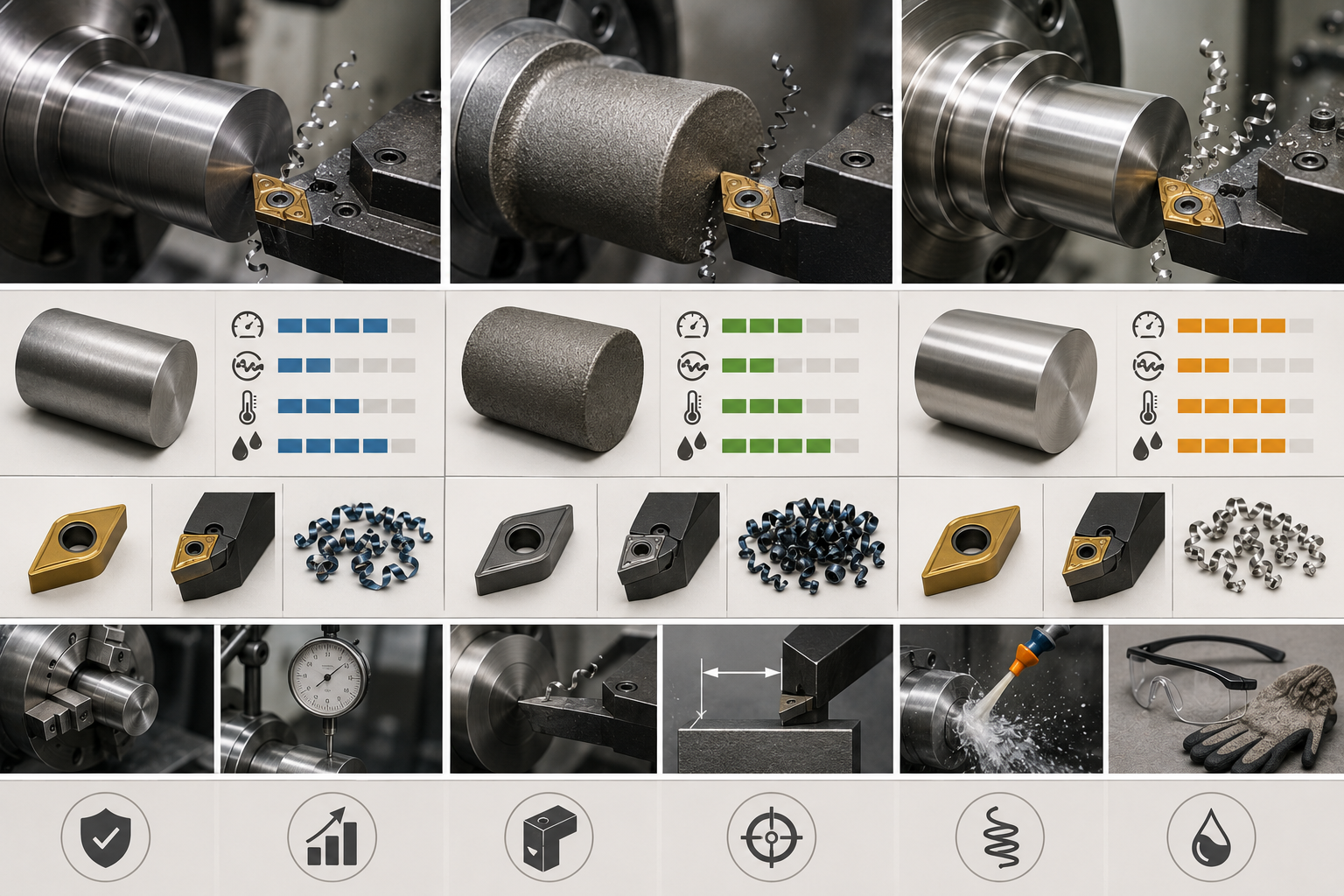
Malzemeleri üç karakter gibi düşünelim 😊 Çelik genelde en “uyumlu” karakterdir. Geniş bir uygulama alanı vardır, çok farklı sertliklerde karşımıza çıkar ve doğru grade ile oldukça öngörülebilir sonuç verebilir. Döküm ise daha kırılgan davranır, genellikle iyi talaş kırar ama aşındırıcılığıyla takımı sessizce tüketir. Paslanmaz ise en kaprisli karakterdir; yapışmaya, ısıyı kesme bölgesinde tutmaya, çentik aşınmasına ve iş sertleşmesine yatkındır. Yani üçü de tornalanır, ama üçüne de aynı mantıkla yaklaşılmaz.
| Malzeme Grubu | Tornalamadaki Ana Davranış | Güvenli Başlangıçta Dikkat Edilecek Nokta | En Sık Hata |
|---|---|---|---|
| Çelik | Geniş uygulama aralığı, ısı ve BUE riski orta seviyede | Dengeli hız, orta ilerleme, güvenilir talaş kontrolü | Aşırı düşük hızla sürtünme ve BUE oluşturmak |
| Döküm | Aşındırıcı yapı, genellikle kısa talaş | Aşınma takibi, stabil kesme, çoğu durumda kuru/uygun soğutma stratejisi | Yanlış soğutma ve gereksiz keskin kenar beklentisi |
| Paslanmaz | Isı, yapışma, çentik aşınması, iş sertleşmesi | Kesmeyi sürdüren yeterli ilerleme, ısı kontrolü, sağlam bağlama | Fazla temkinli davranıp sürtünmeyi artırmak |
Sandvik Coromant, iş parçası malzemeleri sınıflandırmasında paslanmazların yüksek ısı, çentik aşınması ve built-up edge’e maruz kaldığını; genel tornalamada çok düşük hızın built-up edge, körelme ve kötü yüzeye yol açabileceğini; takım ömrünü iyileştirmek için hız, ilerleme ve talaş derinliğinin birlikte optimize edilmesi gerektiğini özellikle vurgular. Aynı şekilde döküm ISO K malzemelerinin aşındırıcı karakteri uygulama seçiminde belirleyicidir. Bu yüzden güvenli başlangıç penceresi malzeme karakterine göre değişmelidir. :contentReference[oaicite:0]{index=0}
İçgörü 1: Güvenli başlangıç, düşük riskli ama “ölü” parametre demek değildir ⚠️
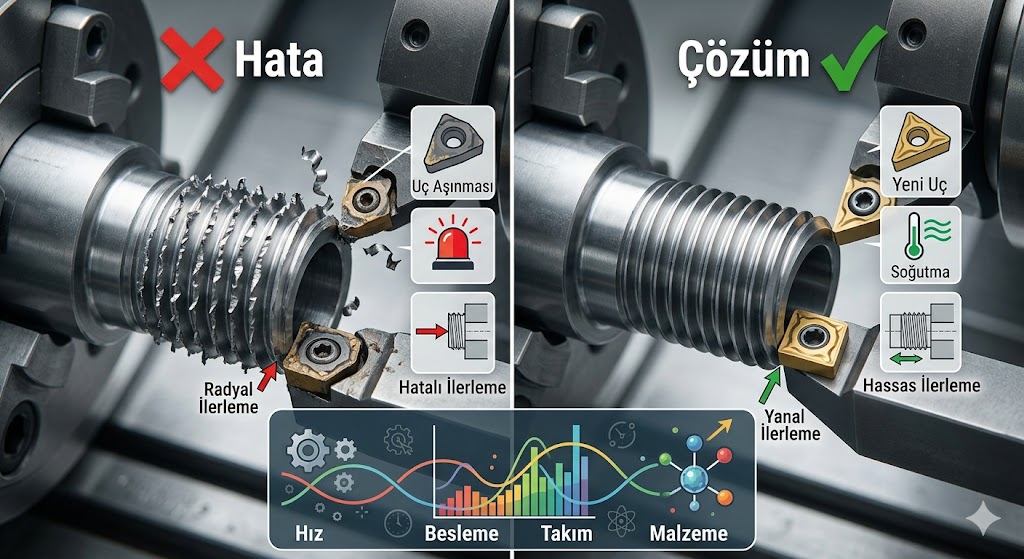
Birçok operatör ve bazen birçok mühendis de ilk parçada takımı korumak için her şeyi fazla kısmaya meyillidir. Kağıt üzerinde mantıklı görünür. Ama saha pratiğinde, çok düşük hız ya da çok düşük ilerleme her zaman güvenli değildir. Çünkü kesici kenar malzemeyi yeterince kesmezse sürtünmeye başlar; sürtünme arttığında ısı yükselir; ısı yükseldiğinde takım ömrü, yüzey ve tolerans bozulur. Özellikle paslanmazda bu çok belirgindir. Kennametal, önerilen hız ve ilerlemenin dışına çıkıldığında takımın kesmek yerine rubbing yapabileceğini ve bunun ısıyı artırıp iş sertleşmesi riskini büyütebileceğini açıkça ifade eder. Bu yüzden güvenli başlangıç demek, takımın gerçekten talaş kaldırdığı noktadan başlamak demektir. :contentReference[oaicite:1]{index=1}
Ben bu mantığı hep şu metaforla anlatıyorum 😊 Bisiklete binerken çok yavaş gitmek ilk anda güvenli gibi gelir; ama bazen o kadar yavaş gidersiniz ki denge kaybolur. Tornalamada da böyledir. Çok yavaş kesmek sizi her zaman korumaz; bazen tam tersine prosesi dengesizleştirir.
İçgörü 2: Çelik için güvenli başlangıç mantığı nasıl kurulur? 🔩
Çelikte güvenli başlangıç için ben genelde “orta yolcu” bir mantığı severim 😊 Ne aşırı agresif, ne de gereksiz temkinli. Çünkü ISO P çelik grubunda çok farklı sertlikler ve alaşımlar bulunsa da başlangıçta amaç çoğu zaman güvenilir talaş kırma, öngörülebilir aşınma ve yüzey/tolerans dengesidir. Bu nedenle orta sınıf bir grade, genel amaçlı ama güvenilir bir geometri, orta düzey bir hız ve operatörün takımın sesini rahat okuyabileceği bir ilerleme mantıklı başlama alanı yaratır. Burada çok düşük hızdan kaçınmak önemlidir; çünkü Sandvik’in de belirttiği gibi çok düşük hız built-up edge, kenar körelmesi ve zayıf yüzeye neden olabilir. :contentReference[oaicite:2]{index=2}
Güvenli başlangıç düşünce modeli: Çelikte ilk hedefiniz takımın “temiz kesiyor” hissi vermesi olmalı. Talaş kontrolsüz şekilde sarmıyorsa, yüzey mat ve yırtık değilse, ölçü ilk birkaç parçada stabil kalıyorsa doğru penceredesiniz demektir. Eğer talaş uzun ve rahatsız edici ise önce geometri ve talaş kırıcıyı düşünün; yüzey bozuksa sadece hızı artırıp azaltmak yerine takım merkezi, tutucu rijitliği ve çıkıntı boyunu gözden geçirin. Toksan’ın genel mühendislik ve otomotiv tarafında farklı seri üretim ve genel işleme ihtiyaçlarına yanıt veren uygulama mühendisliği yaklaşımı, çelikte bu orta ve güvenli başlangıç mantığını sahaya çevirmede oldukça değerlidir.
İçgörü 3: Döküm için güvenli başlangıç neden farklıdır? 🪨
Dökümde iş biraz değişir. Çünkü burada çoğu zaman talaş kırma çelik kadar büyük dert olmaz; asıl mesele aşındırıcı yapının takımı sessizce yemesidir. Döküm malzemeler, özellikle gri dökme demir gibi türlerde, kırılgan talaş davranışı sayesinde daha düzenli talaş verebilir ama aynı anda kesici kenar üzerinde ciddi aşınma yaratabilir. Bu yüzden dökümde güvenli başlangıç, bazen çeliğe göre daha “aşınma farkındalığı yüksek” bir başlangıçtır. İlk parça güzel çıktığı için rehavete kapılmak burada çok tehlikelidir. Takım aniden değil, çoğu zaman kademeli şekilde biter.
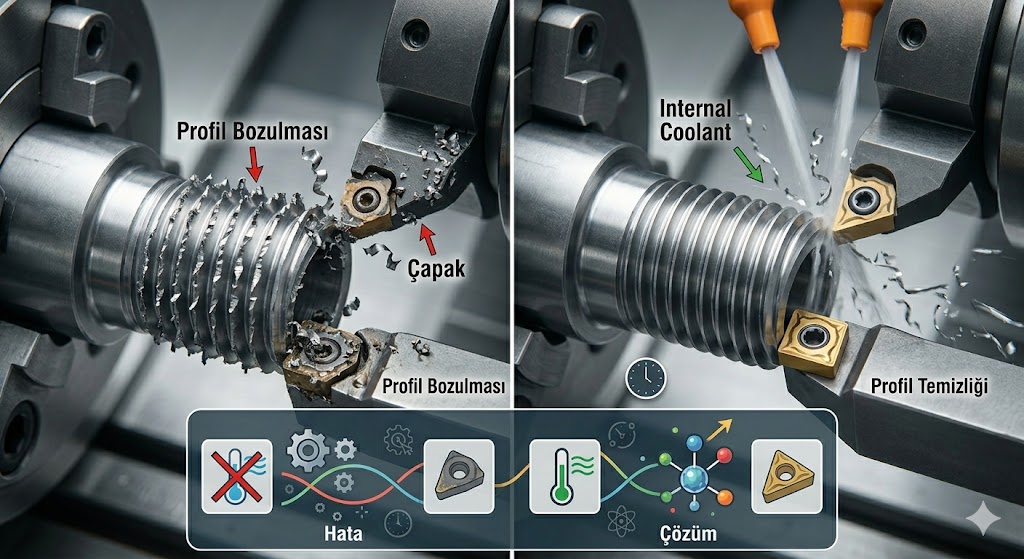
Döküm tarafında bir diğer kritik nokta soğutma stratejisidir. Birçok uygulamada kuru işleme ya da kontrollü soğutma tercih edilmesinin nedeni, düzensiz soğutmanın termal şok oluşturabilmesidir. Tabii bu her döküm ve her operasyon için tek doğru değildir; ama güvenli başlangıç düşünülürken “çelikte yaptığımı aynen döküme taşırım” mantığı doğru olmaz. Seco’nun malzemeye göre grade ve geometri eşleştirme yaklaşımı ile Sandvik’in malzeme gruplarına göre farklı aşınma mekanizmaları vurgusu da bunu destekler. :contentReference[oaicite:3]{index=3}
Güvenli başlangıç düşünce modeli: Dökümde takım ömrünü bir yüzeyden değil, aşınma davranışından okuyun. İlk parça iyi diye parametreyi hemen zorlamayın. Stabil bir ap, makinenin titreşimsiz kabul ettiği bir başlangıç ilerlemesi ve aşındırıcı yapıya dayanacak grade seçimi ile başlayın. Eğer yüzey çok iyi ama kenar hızla aşınıyorsa, burada sorun “yüzey güzel, devam” değildir; sorun sessiz maliyet birikimidir. Toksan’ın test ve özel takım imalatı ile enerji mühendisliği ve ağır işleme alanlarında sunduğu proses odaklı yaklaşım, döküm gibi aşınma merkezli uygulamalarda özellikle anlam kazanır.
İçgörü 4: Paslanmaz için güvenli başlangıç neden en çok yanlış anlaşılan konudur? 🌡️
Paslanmazda en sık yapılan hata, “zor malzeme, o halde mümkün olduğunca yavaş olayım” yaklaşımıdır. İlk bakışta çok mantıklı görünür. Ama paslanmazın doğası buna her zaman izin vermez 😅 Çünkü paslanmaz, ısıyı kesme bölgesinde tutmaya meyillidir; yapışma ve built-up edge riski yüksektir; çentik aşınması ve iş sertleşmesi bir anda devreye girebilir. Eğer siz fazla temkinli olup takımın gerçek anlamda kesmesini engellerseniz, malzeme sürtünür, ısınır ve sonraki pasolarda daha da inatçı hale gelir. Kennametal’in work hardening uyarısı ile Sandvik’in düşük hızın built-up edge oluşturabileceği tespiti tam olarak buna işaret eder. :contentReference[oaicite:4]{index=4}
Paslanmazda güvenli başlangıç demek, çoğu zaman “hafif ama diri” bir başlangıç demektir 😊 Yani takımın kesici kenarını malzemeye sürtmeyen, talaşı gerçekten oluşturan, soğutmayı anlamlı şekilde kullanan ve takım çıkıntısını olabildiğince kısa tutan bir düzen. Eğer mümkünse daha rijit bağlama, güvenilir soğutma ve paslanmaz için uygun geometri ile başlanmalıdır. Sandvik’in iş parçası malzemeleri kaynağında paslanmazlar için ısı, çentik aşınması ve built-up edge ortak riskler olarak belirtilir; bu yüzden paslanmazda güvenli başlangıç aynı anda hem termal hem mekanik disiplindir. :contentReference[oaicite:5]{index=5}
Toksan’ın tutucu sistemleri tarafında vurguladığı titreşim, balans ve eksen kaçıklığı kontrolü paslanmazda daha da önemlidir; çünkü zayıf bağlama, bu malzemedeki ısı ve yapışma problemlerini büyütür. Aynı şekilde teknik eğitim yaklaşımı, operatörün paslanmazı “korkarak” değil, “anlayarak” işlemesine yardımcı olur.

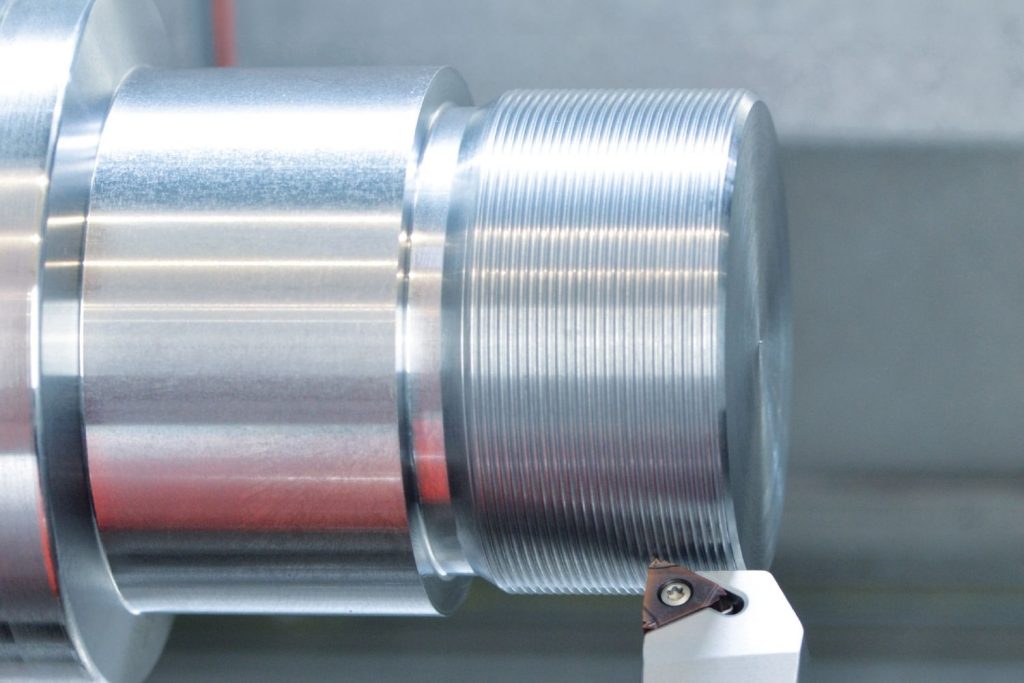
İçgörü 5: Güvenli başlangıçta geometri, grade ve tutucu üçlüsü neden parametre kadar önemlidir? 🛠️
Birçok kişi başlangıç parametresi isterken sadece hız, ilerleme ve talaş derinliğini düşünür. Oysa bunlar, yanlış geometri veya zayıf tutucu varsa sihir yaratmaz. Çelikte yanlış talaş kırıcı uzun talaş ve güvensizlik üretebilir. Dökümde yanlış grade aşınmayı hızlandırabilir. Paslanmazda yanlış geometri yapışma ve çentik aşınmasını büyütebilir. Üstüne bir de tutucu salınımı, gereğinden uzun çıkıntı ve bağlama zayıflığı eklendiğinde en iyi katalog parametresi bile ortalama sonuç verir. Toksan tutucu ve ekipmanları sayfasında yüksek devirli CNC tezgâhlarda oluşan titreşim, balans hataları ve eksen kaçıklıklarının yüzey kalitesini düşürdüğü, takım ömrünü kısalttığı ve toleransları bozduğu açıkça anlatılır. Bu bilgi, güvenli başlangıcın neden sadece bir rakam seti olmadığını gösterir. :contentReference[oaicite:6]{index=6}
Ben bunu hep mutfaktaki bıçak tahtası örneğiyle düşünürüm 😊 Çok iyi bir bıçağınız olabilir; ama sallanan bir zeminde kesiyorsanız sonuç kötü olur. Takım da böyledir. İyi grade ve iyi geometri, kötü bağlama üzerinde potansiyelinin tamamını gösteremez.
Uygulanabilir başlangıç mantığı: İlk 10 parçada neye bakmalısınız? 👀
Güvenli başlangıçta ben ilk 10 parçayı bir sınav gibi görürüm. Çünkü kağıttaki başlangıç verisi sahada asıl burada doğrulanır. İlk 10 parçada şu sorular sorulmalıdır 😊 Talaş şekli kontrol altında mı? Ses kararlı mı? Yüzeyde mat yırtılma, parlak sürtünme izi veya dalgalanma var mı? Ölçü ilk parçalarda hızlı kayıyor mu? Takım kenarında erken yapışma, çentik ya da aşırı yanak aşınması görülüyor mu? Eğer bu soruların çoğuna olumlu cevap veriyorsanız, güvenli başlangıç penceresine girmişsinizdir.
Bu yüzden Toksan’ın test ve gösteri merkezi ile test altyapısı yaklaşımı çok değerlidir; çünkü güvenli başlangıç en doğru şekilde kontrollü test ve gözlemle bulunur. Özellikle yeni malzeme, yeni parça geometrisi ya da yeni takım kombinasyonlarında “bir yerden duydum” parametresi yerine test edilmiş pencere çok daha güvenlidir. :contentReference[oaicite:7]{index=7}
| İlk Kontrol Noktası | Çelikte Ne Beklenir? | Dökümde Ne Beklenir? | Paslanmazda Ne Beklenir? |
|---|---|---|---|
| Talaş davranışı | Kontrollü kırılma veya yönetilebilir uzunluk | Genelde kısa ve kırılgan talaş | Kontrollü ama dikkat isteyen daha yapışkan karakter |
| Yüzey | Dengeli ve kararlı yüzey | Fonksiyonel ve homojen yüzey | Parlak ama sürtünme izi bırakmayan yüzey |
| Aşınma tipi | BUE veya normal flank aşınması | Aşındırıcı flank aşınması | Çentik, yapışma, ısı kaynaklı aşınma |
| İlk düzeltme mantığı | Talaş kontrolü ve hız dengesi | Grade ve aşınma takibi | Isı, ilerleme ve bağlama dengesi |
Aynı tezgâh, aynı operatör, neden üç malzemede üç farklı karakter gösterir? 💬
Bir sahada aynı torna tezgâhında önce 42CrMo4 çelik, sonra gri döküm, sonra 316 paslanmaz işlendiğini görmüştüm. Operatör çok tecrübeli biriydi ve ilk refleksi üçüne de birbirine yakın mantıkla yaklaşmak olmuştu. Çelikte işler fena gitmedi. Dökümde takım ömrü beklenenden kısa kaldı. Paslanmazda ise yüzey ilk parçada iyi görünmesine rağmen üçüncü parçada ses değişti ve takım kenarında yapışma başladı. Sorun operatör değildi; sorun malzemenin karakterinin aynı kabul edilmesiydi. Parametreyi, geometriyi ve bağlamayı malzeme karakterine göre yeniden kurduğumuzda üç operasyon da daha güvenli hale geldi. Bu deneyim bana şunu çok net öğretti ❤️ Güvenli başlangıç, rakam ezberlemek değil; malzemenin dilini öğrenmektir.
Önce güvenli pencereyi bulun, sonra cesur olun 🌟
Ben yeni bir işte daima önce makinenin ve malzemenin “rahat konuştuğu” pencereyi ararım. Çünkü proses size ancak güvenli alanda dürüst bilgi verir. Eğer ilk parçadan gereğinden fazla zorlarsanız, ses, titreşim ve aşınma birbirine karışır; neyin neyi bozduğunu anlamak güçleşir. Önce güvenli pencereyi bulun, sonra kontrollü şekilde cesur olun 😊 İşte bu yüzden Toksan’ın eğitim, test ve tutucu temelli bütünsel yaklaşımını değerli buluyorum; çünkü iyi başlangıç, sonradan iyi optimizasyonun zeminidir.
GÜVENLİ BAŞLANGIÇ KARAR DİYAGRAMI
Malzeme nedir?
├── Çelik
│ ├── Orta hız, orta ilerleme, kararlı talaş kontrolü
│ └── Çok düşük hızdan kaçın
│
├── Döküm
│ ├── Aşınma odaklı izle
│ ├── Kuru / uygun soğutma mantığını değerlendir
│ └── Grade seçimini erken sorgula
│
└── Paslanmaz
├── Sürtünme yaratacak kadar düşme
├── Isıyı ve yapışmayı gözle
└── Rijit bağlama + uygun ilerleme ile başla
Her malzemede:
→ İlk 10 parça gözlenir
→ Talaş, ses, yüzey, ölçü ve aşınma birlikte değerlendirilir
→ Sonra kontrollü optimizasyon yapılır
Doğru başlangıç, yarı kazanılmış tornalama operasyonudur ✅
Toparlarsak 😊 Çelik, döküm ve paslanmaz için tornalamada güvenli başlangıç aynı rakam setini üç farklı malzemeye uygulamak değildir. Çelikte dengeli ve okunabilir bir proses gerekir. Dökümde aşınma farkındalığı yüksek bir pencere gerekir. Paslanmazda ise sürtünmeden kaçınan, ısıyı yöneten ve bağlamayı ciddiye alan bir başlangıç gerekir. Bunların hepsinde ortak olan şey ise şudur: güvenli başlangıç; takımın gerçekten kestiği, talaşın yönetilebilir olduğu, makinenin kararlı hissettirdiği ve operatörün ilk parçalarda prosesi okuyabildiği noktadır.
Toksan’ın tornalama ürünleri, tutucu çözümleri, test ve özel takım hizmetleri, teknik eğitim yaklaşımı ve endüstriyel çözüm perspektifi bu yüzden kıymetlidir; çünkü tornalamada doğru başlangıç, sonradan verimliliği ve takım ömrünü güvenle büyütebileceğiniz sağlam bir zemin kurar. Kısacası amaç ilk parçayı sadece çıkarmak değil; ilk parçadan itibaren makine, takım ve malzeme arasında güvenilir bir ilişki kurmaktır 💙
Sık Sorulan Sorular ❓
1) Güvenli başlangıç için her zaman düşük hız mı seçilmelidir?
Hayır. Çok düşük hız bazı malzemelerde built-up edge, sürtünme ve kötü yüzey oluşturabilir.
2) Çelikte ilk kontrol etmem gereken şey nedir?
Genellikle talaş kontrolü, yüzey davranışı ve takım kenarında erken yapışma olup olmadığıdır.
3) Dökümde neden takım hızlı aşınır?
Döküm malzemeler çoğu durumda aşındırıcıdır ve kesici kenarı sessiz ama hızlı tüketebilir.
4) Paslanmazda neden çok temkinli olmak bazen kötü sonuç verir?
Çünkü fazla düşük parametreler takımın kesmek yerine sürtünmesine, dolayısıyla ısının artmasına neden olabilir.
5) Güvenli başlangıçta ilerleme mi daha önemli, hız mı?
İkisi birlikte önemlidir ama malzemeye göre biri daha kritik hale gelebilir. Paslanmazda sürtünmeyi engelleyen ilerleme disiplini özellikle önemlidir.
6) Tutucu gerçekten başlangıç parametresini etkiler mi?
Evet. Zayıf tutucu, titreşim ve eksen kaçıklığı yaratır; bu da güvenli pencereyi daraltır.
7) İlk 10 parçada ne izlemeliyim?
Talaş şekli, ses, yüzey, ölçü kayması ve takım aşınma davranışı birlikte izlenmelidir.
8) Dökümde soğutma her zaman yanlış mı?
Hayır. Ama termal şok riski ve uygulama tipi birlikte değerlendirilmelidir; körlemesine yaklaşım doğru değildir.
9) Paslanmazda yüzey parlaksa bu her zaman iyi midir?
Hayır. Bazen parlaklık sürtünme ve yapışma başlangıcının da işareti olabilir.
10) Güvenli başlangıçtan sonra ne yapılmalı?
İlk stabil pencere bulunduktan sonra kontrollü optimizasyonla verimlilik ve takım ömrü birlikte geliştirilmelidir.
İnsanlar Bunları da Sordu 🔎
Çelikte built-up edge nasıl erken fark edilir?
Döküm tornalarken kuru işleme ne zaman daha mantıklıdır?
Paslanmazda çentik aşınması nasıl anlaşılır?
Güvenli başlangıç için CNMG mi, daha pozitif geometri mi seçilmeli?
İlk parçada yüzey iyi ama beşinci parçada kötüleşiyorsa neden?
Aynı takım üç malzemede neden üç farklı ömür verir?
Titreşim güvenli başlangıç parametresini nasıl bozar?
Operatör güvenini artıran ilk ayar mantığı nedir?
Seri üretimde güvenli başlangıç ne kadar süre korunmalı?
Test merkezi desteği hangi durumlarda gerçekten fark yaratır?