Parça başına maliyet neden çoğu atölyede yanlış hesaplanır? 📊
Çünkü birçok işletme hesap yaparken yalnızca üç kaleme bakar: hammadde, kesme süresi ve uç fiyatı. Oysa gerçek üretimde parça, sadece kesme anında maliyet üretmez. Parça bağlama, sıfırlama, ölçüm alma, takım kenarı değiştirme, takım kırılması sonrası temizlik, talaş dolması yüzünden operatör müdahalesi, planlı takım ayarı, plansız duruş, ilk parça onayı, hatta operatörün makineye tekrar güven kazanması için geçen kısa ama tekrarlı beklemeler bile toplam maliyetin içindedir. Bir başka ifadeyle, tezgâhın spindle’ı dönerken de para harcarsınız, dururken de para harcarsınız 😅 Fakat çoğu firma yalnızca dönerken oluşan kısmı ölçer, dururken oluşan kaybı görünmez kabul eder. İşte teklif ile gerçekleşen maliyet arasındaki farkın önemli bölümü buradan doğar.
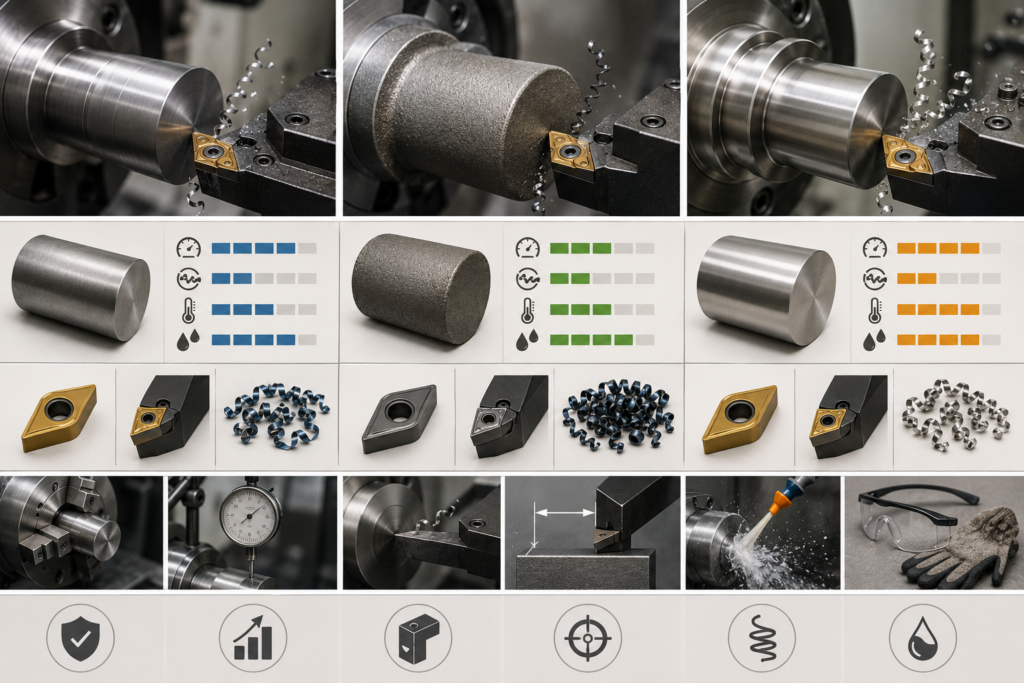
Toksan’ın tornalama sayfasında güvenli talaş kontrolü, uzun takım ömrü ve minimum işlem süresinin tornalamanın temel gereklilikleri arasında sayılması boşuna değildir; çünkü maliyet hesabında da bu üç başlık doğrudan etkilidir. Aynı sayfada genel tornalama için maksimum verimlilik, uzun hizmet ömrü ve kısa işleme sürelerinin birlikte ele alınması gerektiği vurgulanır. Bu bize çok önemli bir şey söyler: takım ömrü tek başına başarı değildir, kısa çevrim tek başına başarı değildir; asıl başarı ikisinin toplam ekonomik etkisini yönetebilmektir. Eğer çevrim çok hızlı ama uç ömrü çok kısa ise sürekli duruş yaşarsınız. Eğer uç ömrü çok uzun ama çevrim çok yavaş ise makine saatini boşa harcarsınız. En iyi sonuç, genellikle bu ikisinin dengeli olduğu noktadadır ✨
“Ucuz uç” ile “düşük parça maliyeti” neden aynı şey değildir? 🔍
Bu bölüm çok kritik 😊 Çünkü satın almada en çok yapılan hata, uç fiyatı ile toplam maliyeti eşitlemektir. Diyelim ki birinci uç 120 TL ve bir kenarla 20 parça işliyor, ikinci uç 180 TL ama bir kenarla 45 parça işliyor. Yüzeysel bakışta ilk uç daha ekonomik görünür. Ancak ikinci uç daha az değiştiriliyorsa, operatörün makineye müdahale sayısını düşürüyorsa, ölçü stabilitesini daha uzun koruyorsa, plansız kırılma riskini azaltıyorsa ve makineni daha uzun süre kesmede tutuyorsa gerçekte çok daha ucuz olabilir. Yani “ucuz satın alma” ile “ucuz üretim” aynı cümle değildir.
Toksan’ın genel mühendislik çözümleri tarafında vurgulanan “maksimum performans ve minimum maliyet” yaklaşımı tam da bunu anlatır. Doğru ürün seçimi, doğru geometri, doğru malzeme grubu ve doğru operasyon eşleşmesi ile sağlanır; sırf etiket fiyatına bakarak değil. Bu bakış açısı özellikle seri üretimde altın değerindedir, çünkü çok küçük görünen farklar yüksek adetlerde devleşir 💥 Bir ucu 30 saniye daha geç değiştirmek bile gün sonunda onlarca dakika, ay sonunda saatler, yıl sonunda ise ciddi kârlılık farkı yaratabilir.
| Kalem | Yanlış Yaklaşım | Doğru Yaklaşım |
|---|---|---|
| Uç maliyeti | Sadece satın alma fiyatına bakmak | Uç/kenar başına maliyeti ve işlenen parça adedini birlikte görmek |
| Takım ömrü | Ne kadar uzun olursa o kadar iyi demek | Çevrim süresi ile birlikte optimum ekonomik noktayı bulmak |
| Takım değişimi | Önemsememek | Her değişimde kaybedilen dakikayı makine saat maliyetine çevirmek |
| Duruşlar | Genel kayıp deyip ayrı izlememek | Planlı ve plansız duruşları parça başına paylaştırmak |
| Tutucu etkisi | Uçtan bağımsız görmek | Titreşim ve run-out’un ömür, tolerans ve yüzey etkisini hesaba katmak |
İçgörü 1: Tornalamada temel parça başı maliyet formülü nasıl kurulur? 🧮
En yalın ve sahada gerçekten iş gören formül şu mantıkla kurulmalıdır:
Parça Başına Maliyet = Direkt işleme maliyeti + uç/kenar maliyeti + takım değişim süresi maliyeti + planlı duruş payı + plansız duruş payı + kalite/hurda riski payı
Bunu biraz açalım 😊 Direkt işleme maliyeti dediğimiz şey; makinenin saatlik maliyeti, operatör maliyeti ve genel giderlerin dakika bazına çevrilmiş halinin gerçek çevrim süresi ile çarpılmasıdır. Uç/kenar maliyeti ise bir kesici ucun ya da bir kenarın maliyetinin, o kenarla işlenen parça adedine bölünmesidir. Takım değişim maliyeti, değişim sırasında geçen sürenin yine dakika maliyetiyle çarpılıp parça adedine yayılmasıdır. Planlı duruş payı; vardiya içinde yapılan takım hazırlığı, ilk parça onayı, preset ayarı, talaş temizliği gibi tekrar eden ama önceden beklenen kayıplardır. Plansız duruş payı ise kırılma, ölçü kaçması, talaş sarma, alarm, yüzey bozulması veya beklenmeyen takım arızası gibi öngörülmeyen kayıpların geçmiş veriyle parça bazına dağıtılmasıdır.
Ben sahada bunu genelde şu kısa formülle anlatıyorum 😌
Parça başına maliyet = [(Çevrim süresi + parça başına düşen takım değişim süresi + parça başına düşen duruş süresi) x dakika maliyeti] + (Uç/kenar maliyeti ÷ kenar başına parça adedi) + hurda/kalite risk payı
Bu kadar basit göründüğüne bakma; çünkü birçok işletme asıl kaybı ikinci parantezde değil, ilk parantezin içindeki görünmeyen zamanlarda yaşar. Toksan’ın hizmetler yaklaşımı içinde araç yönetimi, test ve gösteri mantığı, yeniden taşlama ve müşteri eğitiminin bir arada olması da bu yüzden anlamlıdır; çünkü maliyet yalnızca ürün değil, süreç yönetimidir.
İçgörü 2: Uç ömrü maliyet hesabına tam olarak nasıl girer? 🔩
Uç ömrünü hesaba katarken yapılan en yaygın hata, “bir uç 60 dakika gidiyor” bilgisiyle yetinmektir. Oysa maliyet açısından asıl soru şudur: bir kenar kaç parça işliyor ve o parçalar boyunca ölçü/tolerans/surface stabilitesi ne kadar korunuyor? Eğer bir uç teorik olarak 60 dakika dayanıyor ama son 15 dakikasında yüzey kalitesi bozuluyor, ölçü sapması başlıyor ve operatör sürekli telafi yapıyorsa sizin ekonomik ömrünüz 60 dakika değil, belki 42 dakikadır. Bu fark çok önemlidir 😊 Çünkü maliyet hesabı katalog ömrüyle değil, üretimde güvenle kullanabildiğiniz ekonomik ömürle yapılmalıdır.
Toksan’ın tornalama çözümlerinde güvenli talaş kaldırma, uzun takım ömrü ve kısa işleme süresinin birlikte ele alınması, aslında bu ekonomik ömür mantığına çok yakındır. Çünkü takım sadece kopmadan çalıştığı sürece değil, stabil ve tekrarlanabilir sonuç verdiği sürece ekonomiktir. Özellikle kaba tornalamada bir kenarın ne kadar talaş kaldırdığı kadar, finisaj öncesi ne kadar güvenilir kaldığı da hesaba katılmalıdır.
Burada küçük bir örnek verelim 👇 Diyelim ki bir CNMG tipi uç kenar başına 32 parça işliyor. Ucun toplam fiyatı 320 TL ve 4 kullanılabilir kenarı var. Bu durumda kenar maliyeti 80 TL olur. Kenar başına parça adedi 32 ise sadece uç maliyeti 80 / 32 = 2,50 TL/parça çıkar. Ancak aynı uç son 5 parçada ölçü kaçırıyor ve bu yüzden pratikte 27 parçada değiştiriliyorsa gerçek maliyet 80 / 27 = 2,96 TL/parça olur. İşte birçok işletme bu 0,46 TL farkı küçük zanneder ama ayda 20.000 parçada bu fark 9.200 TL’ye çıkar. Küçük gibi duran matematik, adet yükselince hiç de küçük kalmaz 😮
İçgörü 3: Takım değişim süresi neden uç fiyatı kadar önemlidir? ⏳
Çünkü makine takım değiştirirken üretim yapmaz. Ve üretim yapmayan her dakika, özellikle CNC tornada doğrudan maliyettir. Burada çok sevdiğim bir metafor var 😊 Uç değişim süresi, bir fabrikanın kalp atışındaki minik duraklamalar gibidir. Tek başına bakınca çok kısa görünür. Ama gün boyu, hafta boyu, ay boyu tekrar ettiğinde toplam ritmi ciddi biçimde bozar. Eğer takım değişimi 90 saniye sürüyor ve bu işlem vardiyada 28 kez tekrarlanıyorsa, yalnızca değişimden 42 dakika kaybediyorsunuz demektir. Makinenin dakika maliyeti 20 TL ise sadece bu kalem 840 TL/ vardiya eder. Böyle baktığınızda daha uzun ömürlü, daha stabil ve daha seyrek değişen bir uç bir anda çok daha mantıklı görünmeye başlar.
Seco’nun üretim ekonomisi örneklerinden birinde, takım indeksleme süresinin parça başına paylaştırılması gerektiği açıkça gösterilir; iki dakikalık kesme ve iki dakikalık yükleme/boşaltmaya eklenen bir dakikalık indeksleme süresi, takım ömrü beş parça olduğunda parça başına 0,20 dakika ek yük yaratır. Aynı örnekte takım, makine ve zaman birlikte hesaplandığında toplam maliyetin sadece takım fiyatından ibaret olmadığı net biçimde görülür. Bu bakış açısı sahada çok değerlidir, çünkü “bir dakikadan ne olur” dediğimiz süreler çoğu zaman kârlılığı yiyen görünmez dişlilerdir. :contentReference[oaicite:0]{index=0}
Toksan’ın müşteri eğitimi tarafında ürünlerin doğru kullanımı, bakımı ve maksimum verimlilikle çalıştırılması üzerine bilgi aktarılması da bu yüzden maliyet hesabının bir parçasıdır. Çünkü hızlı, doğru ve standartlaştırılmış takım değişimi sadece operatör becerisi değil, kurumsal süreç disiplinidir.
İçgörü 4: Duruşları maliyete nasıl dahil etmelisiniz? 🚦
Burada çok dürüst olmak gerekir 😊 Duruşları hesaba katmayan maliyet hesabı, tamamlanmamış maliyet hesabıdır. Ben duruşları ikiye ayırmayı öneririm: planlı duruşlar ve plansız duruşlar. Planlı duruşlar; preset ayarı, vardiya başı kontrol, ilk parça onayı, talaş temizliği, takım ofset düzeltmesi gibi beklenen duraklamalardır. Plansız duruşlar ise takım kırılması, talaş sarma, alarm, tutucu gevşemesi, yüzey bozulması, ölçü dışına çıkma ve yeniden bağlama ihtiyacı gibi öngörülmeyen kayıplardır.
Bu kalemi hesaba katmanın pratik yolu şudur: son 1 ay ya da son 3 ay verisini alın, ilgili operasyon için toplam duruş süresini toplayın ve üretilen toplam parça adedine bölün. Böylece “parça başına ortalama duruş süresi” elde edersiniz. Örneğin tornalama hücrenizde ay boyunca bu operasyon için toplam 600 dakika planlı/plansız duruş oluştuysa ve 12.000 parça üretildi ise, parça başına 0,05 dakika yani 3 saniye duruş payı vardır. Küçük görünür ama dakika maliyeti 25 TL ise 1,25 TL/parça ek yük anlamına gelir. Bu, bazı operasyonlarda uç maliyetinden daha büyük olabilir 😬
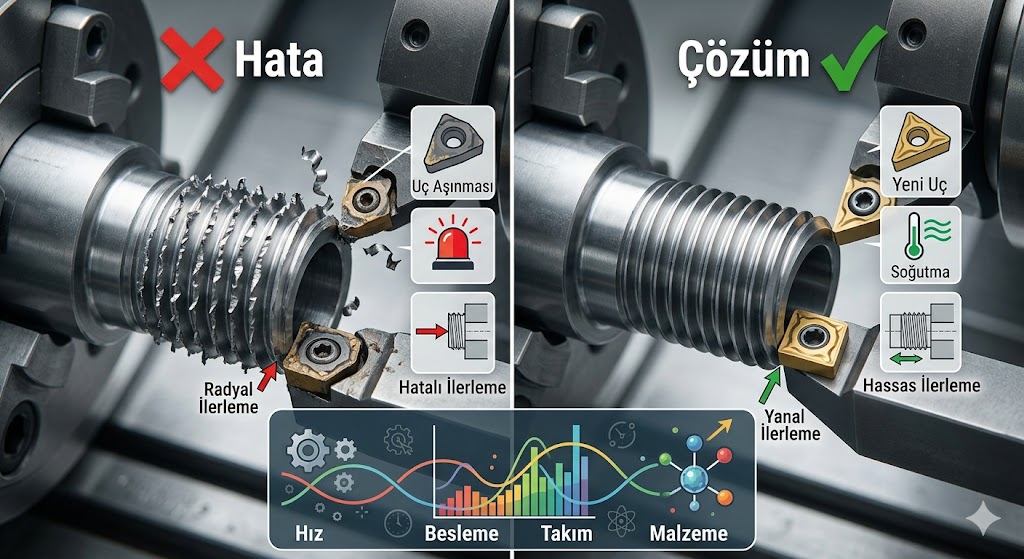
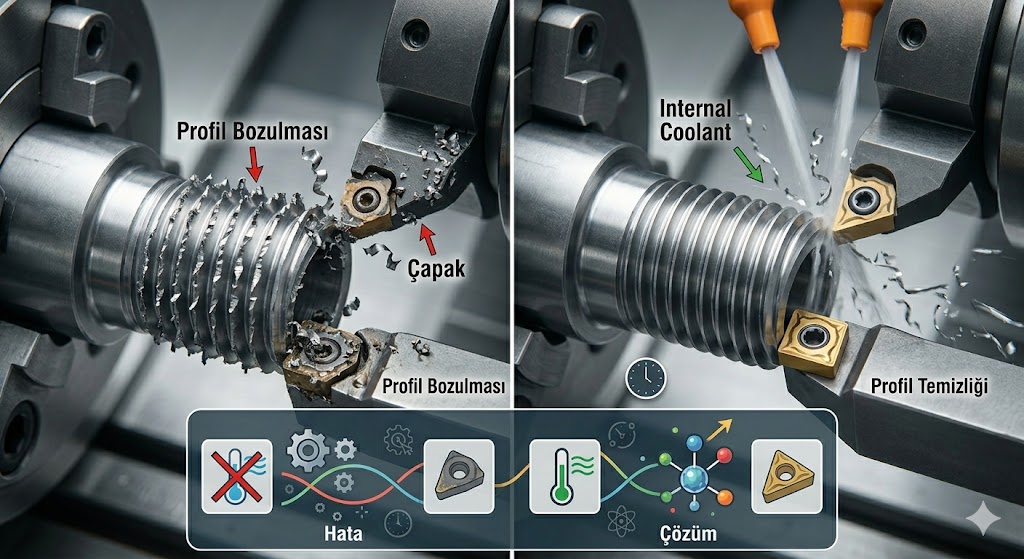
Toksan’ın tutucu ve ekipman çözümlerinde açık şekilde vurgulandığı gibi, titreşim, balans hataları ve eksen kaçıklıkları yüzey kalitesini düşürür, takım ömrünü kısaltır ve ölçü toleranslarını olumsuz etkiler. Bu ne demektir? Kötü tutucu seçimi sadece takım ömrünü azaltmaz; aynı zamanda plansız duruş ihtimalini de artırır. Aynı sayfada doğru bağlama ile titreşimin azalması, takım ömrünün artması ve parça başı maliyetin düşmesi özellikle belirtilir. Yani duruş maliyeti çoğu zaman mekanik stabilite problemidir, yalnızca zaman problemi değil. :contentReference[oaicite:1]{index=1}

İçgörü 5: Takım ömrü ile çevrim süresi arasındaki ekonomik denge nasıl bulunur? 🎯
İşte işin ustalık isteyen tarafı burada başlıyor. Çünkü her zaman en uzun takım ömrü en iyi seçenek değildir. Sandvik Coromant’ın tornalamada takım ömrünü geliştirme rehberinde kesme hızı, ilerleme ve talaş derinliğinin takım ömrünü doğrudan etkilediği; çok düşük hızların built-up edge, körelme ve zayıf yüzey oluşturabildiği özellikle belirtilir. Seco da hız arttıkça işleme süresinin kısalabileceğini ama bir noktadan sonra artan takım değişimi ve makine duruşlarının toplam maliyeti yeniden yükselteceğini vurgular. Yani ekonomik optimum, çoğu zaman “en hızlı” ya da “en uzun ömürlü” nokta değil; toplam maliyet eğrisinin en dipte olduğu noktadır. :contentReference[oaicite:2]{index=2}
Ben bunu genelde şu şekilde anlatıyorum 😊 Bir arabayla şehirlerarası yola çıktığınızı düşünün. Çok yavaş giderseniz yakıt belki dengeli olur ama zaman kaybedersiniz. Çok hızlı giderseniz daha erken varırsınız ama yakıt, lastik, risk ve yıpranma artar. En ekonomik sürüş, genellikle bu ikisi arasındaki dengedir. Tornalama da aynen böyledir. Ucu çok koruyayım derken makine saatini öldürmek de yanlıştır; çok agresif keseyim derken her 10 dakikada bir kenar değiştirip makineyi bekletmek de yanlıştır.
Toksan’ın test ve özel takım imalatı tarafında malzeme türü, talaş kaldırma miktarı, yüzey beklentisi ve makine kapasitesinin birlikte değerlendirilmesi; tornalama uygulamalarında uygun geometri seçeneklerinin test edilmesi tam olarak bu optimum noktanın bulunmasına hizmet eder. Çünkü ekonomik takım ömrü ezbere değil, test ederek bulunur.
Gerçek parça başı maliyet hesabı nasıl yapılır? 🧾
Şimdi birlikte basit ama sahaya yakın bir örnek kuralım 😊 Diyelim ki bir milden seri üretim yapıyorsunuz.
| Parametre | Değer |
|---|---|
| Kesme süresi | 2,8 dk/parça |
| Bağlama + boşaltma + ölçüm | 1,4 dk/parça |
| Makine + operatör + genel gider dakika maliyeti | 18 TL/dk |
| Uç fiyatı | 400 TL |
| Kullanılabilir kenar sayısı | 4 |
| Kenar başına parça | 30 adet |
| Takım değişim süresi | 2 dk |
| Aylık bu operasyon için toplam plansız duruş | 300 dk |
| Aylık üretim adedi | 6.000 parça |
Şimdi hesabı yapalım:
1. Direkt çevrim maliyeti
Toplam çevrim = 2,8 + 1,4 = 4,2 dk
4,2 x 18 = 75,6 TL/parça
2. Uç maliyeti
Kenar maliyeti = 400 / 4 = 100 TL
Kenar başına maliyet = 100 / 30 = 3,33 TL/parça
3. Takım değişim süresi maliyeti
2 dk / 30 parça = 0,0667 dk/parça
0,0667 x 18 = 1,20 TL/parça
4. Plansız duruş payı
300 dk / 6.000 parça = 0,05 dk/parça
0,05 x 18 = 0,90 TL/parça
Toplam
75,6 + 3,33 + 1,20 + 0,90 = 81,03 TL/parça
Şimdi senaryoyu iyileştirelim 😎 Daha iyi geometri, daha rijit tutucu ve daha kontrollü prosesle kenar başına parça 30’dan 42’ye çıksın, takım değişimi daha standardize olduğu için 2 dakikadan 1,3 dakikaya insin, plansız duruş da aylık 300 dakikadan 180 dakikaya düşsün. O zaman aynı operasyonun maliyeti yaklaşık 78 TL seviyesine yaklaşabilir. Parça başına 3 TL tasarruf kulağa küçük gelebilir ama ayda 6.000 parçada 18.000 TL, yılda 216.000 TL eder. İşte maliyet mühendisliği tam burada güzelleşiyor 💙
En pahalı görünen uç bazen en kârlı uçtur 😊
Bir üretim sahasında daha önce buna çok benzer bir tablo görmüştüm. Satın alma ekibi, etiket fiyatı düşük olduğu için daha uygun bir uca yönelmek istiyordu. İlk bakışta mantıklı görünüyordu. Fakat operatörler sürekli kenar değiştiriyor, kalite ekibi son parçalarda ekstra kontrol istiyor, gece vardiyasında birkaç plansız alarm yaşanıyor ve teklif edilen “tasarruf” ay sonunda görünmüyordu. Daha sonra süreç ayrıntılı incelendiğinde sorun ucu pahalı yapmak değil, ucun çevresindeki zamanı ucuzlatmak olduğu anlaşıldı. Daha stabil takım, daha iyi tutucu, daha kontrollü takım değişimi ve daha net eğitim prosedürüyle toplam maliyet düştü. Yani gerçek tasarruf, parça üzerinde değil; zamanın akışında bulundu. Bu bana hep şunu hatırlatır: imalatta bazen cebimizi ürün değil, belirsizlik boşaltır.
Toksan’ın HSS ve karbür bileme hizmetlerinde takımların doğru bilenmesinin performansı koruyup parça başı maliyeti düşürmede önemli olduğunun vurgulanması da aynı mantığa dayanır. Aynı şekilde eğitim yaklaşımı ile takım ömrünü uzatırken üretim maliyetini düşürmeye odaklanılması, maliyet hesabının sadece satın alma değil kullanım disiplini olduğunu hatırlatır. :contentReference[oaicite:3]{index=3}
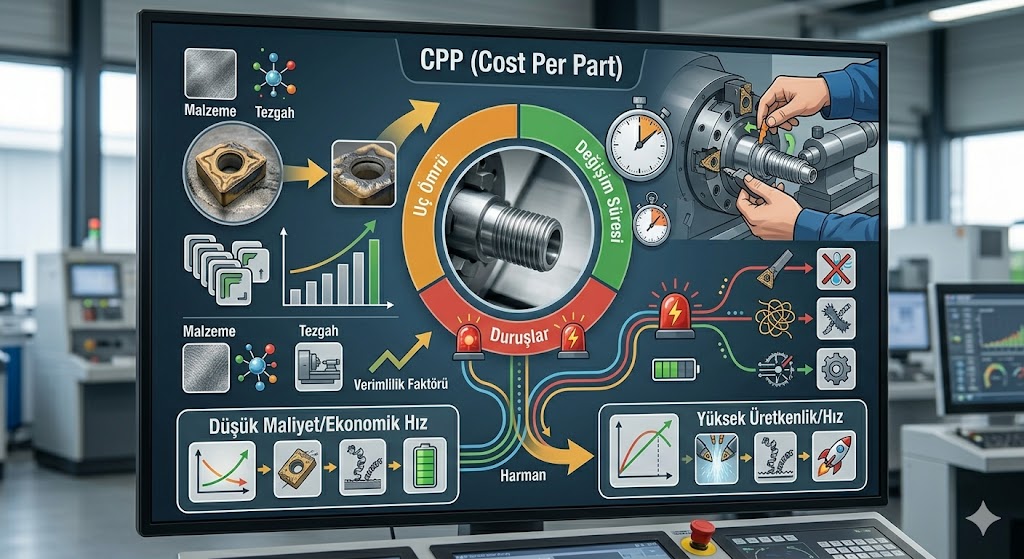
Konu ile ilgili diyagram 🧠
Kesici uç seçimi
↓
Takım ömrü / kenar başına parça
↓
Takım değişim sıklığı
↓
Makine duruş süresi
↓
Gerçek çevrim süresi
↓
Parça başına maliyet
Aynı anda:
Tutucu kalitesi → titreşim / run-out → ömür + tolerans + plansız duruş
Operatör standardı → değişim süresi → üretim kaybı
Test / eğitim → daha stabil proses → daha öngörülebilir maliyet
Doğru soru “uç kaç para?” değil, “bir parçayı gerçekten kaça mal ediyorum?” olmalı ✅
Yazının başına dönersek, tornalamada parça başına maliyet hesabı sadece uç ömrünü bilmekle tamamlanmaz. Ucun bir kenarla kaç parça işlediğini, o ömür boyunca toleransı ne kadar stabil tuttuğunu, değişim için makinenin kaç dakika beklediğini, bu değişimin ne kadar standart yapıldığını, plansız duruşların ne kadar sıklıkla tekrarlandığını ve bunların toplam çevrim maliyetine nasıl yansıdığını bilmek gerekir. Gerçek üretim ekonomisi tam da bu bütünlükte ortaya çıkar 😊
Toksan’ın çözüm yaklaşımını, tornalama ürünlerini, test ve özel takım desteğini, tutucu sistemlerini ve eğitim tarafını birlikte düşündüğünüzde, parça başı maliyeti düşürmenin tek bir ürünü değiştirmekten çok daha fazlası olduğu netleşir. Çünkü düşük maliyet; iyi takım, iyi bağlama, iyi veri, iyi eğitim ve iyi disiplinin birleşimidir. Kısacası Toksan yaklaşımıyla bakıldığında amaç yalnızca daha uzun ömürlü uç satmak değil, daha öngörülebilir ve daha kârlı üretim kurmaktır 🚀
Ve evet, bazen en iyi tasarruf yeni bir fiyat listesinde değil; duruşu azaltan, değişim süresini kısaltan ve takım ömrünü istikrarlı hale getiren daha akıllı bir proses kararında saklıdır. İşte bu yüzden tornalamada maliyet hesabı yapılırken sorulması gereken en doğru soru şudur: “Bu takım ne kadar ucuz?” değil, “Bu proses bana bir parçayı toplamda gerçekten kaça mal ediyor?” ❤️
Sık Sorulan Sorular ❓
1) Parça başına maliyette ilk bakılması gereken kalem nedir?
İlk bakılması gereken kalem toplam dakika maliyetidir. Çünkü takım, duruş ve çevrim etkileri sonunda dakikaya dönüşür.
2) Uç fiyatı neden tek başına yanıltıcıdır?
Çünkü pahalı görünen bir uç daha uzun ömür, daha az değişim ve daha az plansız duruşla toplam maliyeti düşürebilir.
3) Takım değişim süresi ne kadar önemli olabilir?
Seri üretimde çok önemlidir. Her değişimde kaybedilen 1 dakika, yüksek adetlerde ciddi maliyet yaratır.
4) Plansız duruşları nasıl hesaplamalıyım?
Geçmiş dönem verisini toplayıp toplam duruş süresini toplam parça adedine bölerek parça başına ortalama duruş payı çıkarabilirsiniz.
5) Ekonomik takım ömrü ile fiziksel takım ömrü aynı şey mi?
Hayır. Fiziksel ömür takımın tamamen bittiği noktadır, ekonomik ömür ise stabil ve güvenilir şekilde kullanılabildiği noktadır.
6) Tutucu seçimi maliyeti gerçekten etkiler mi?
Evet. Titreşim ve run-out arttığında takım ömrü düşer, yüzey bozulur ve plansız duruşlar artabilir.
7) Bileme hizmeti parça başı maliyeti düşürür mü?
Doğru uygulandığında evet. Özellikle yeniden performans kazandırılan takımlarda kullanım ömrü uzayabilir ve sarf maliyeti dengelenebilir.
8) Çevrim süresi mi daha önemlidir, takım ömrü mü?
İkisi birlikte önemlidir. En düşük maliyet çoğu zaman bu iki değişkenin dengede olduğu noktada çıkar.
9) Teklif verirken duruş payı eklemek gerekir mi?
Evet. Özellikle tekrarlı seri işlerde planlı ve ortalama plansız duruş payı eklenmelidir, aksi halde teklif kârsız kalabilir.
10) Parça başı maliyeti düşürmenin en hızlı yolu nedir?
Önce veri toplayın, sonra en çok zaman kaybettiren noktayı bulun. Çoğu zaman en hızlı kazanç değişim süresi ve duruş azaltmadan gelir.
İnsanlar Bunları da Sordu 🔎
Takım ömrü uzadıkça her zaman maliyet düşer mi?
Tornalamada operatör süresi maliyete nasıl eklenir?
Parça başı maliyette hurda oranı nasıl hesaba katılır?
Gece vardiyası duruşları ayrı izlenmeli mi?
Aynı ucu farklı malzemelerde kullanmak maliyeti bozar mı?
Takım preset süresi teklife dahil edilmeli mi?
Finisaj ve kaba tornalama için ayrı maliyet hesabı gerekir mi?
Çok kenarlı uç kullanmak toplam maliyeti her zaman düşürür mü?
Seri üretimde takım değişim standardı nasıl kurulmalı?
Hangi noktada özel takım kullanmak ekonomik hale gelir?