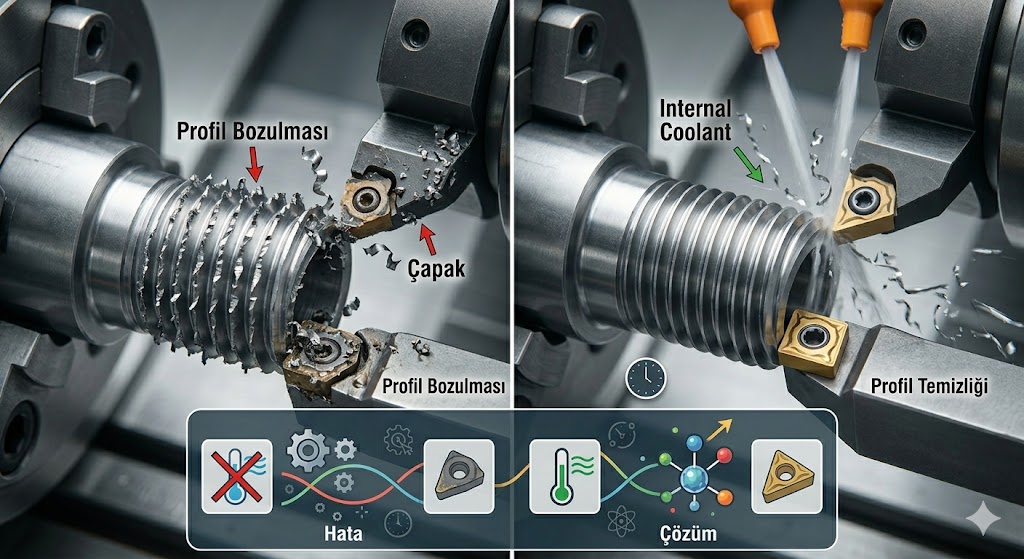
Diş profili neden bozulur, çapak neden kalır? 🔍
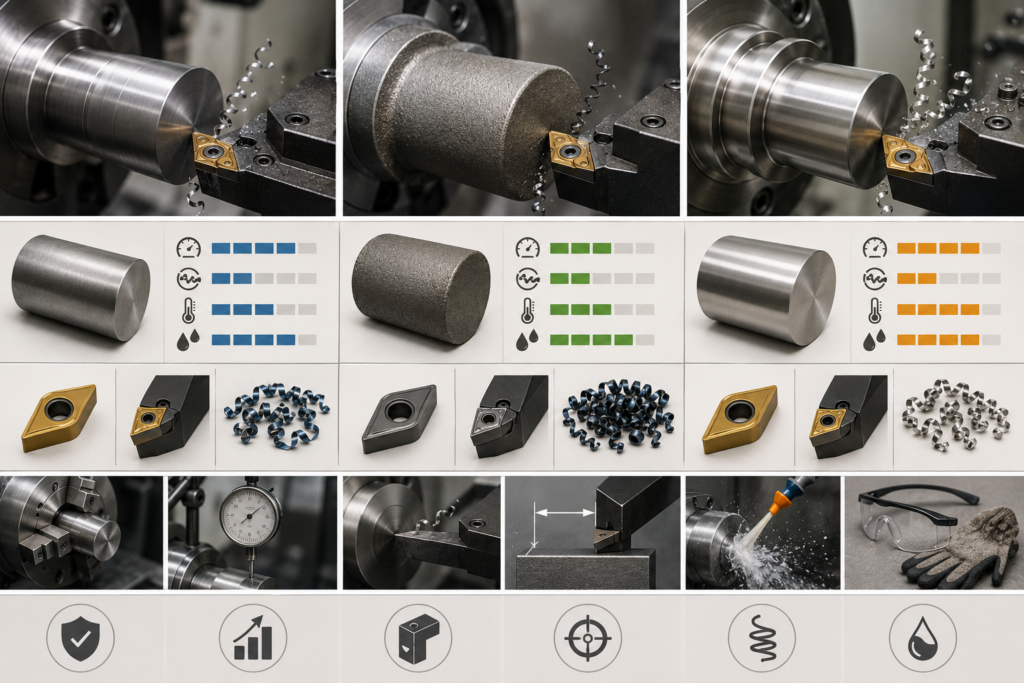
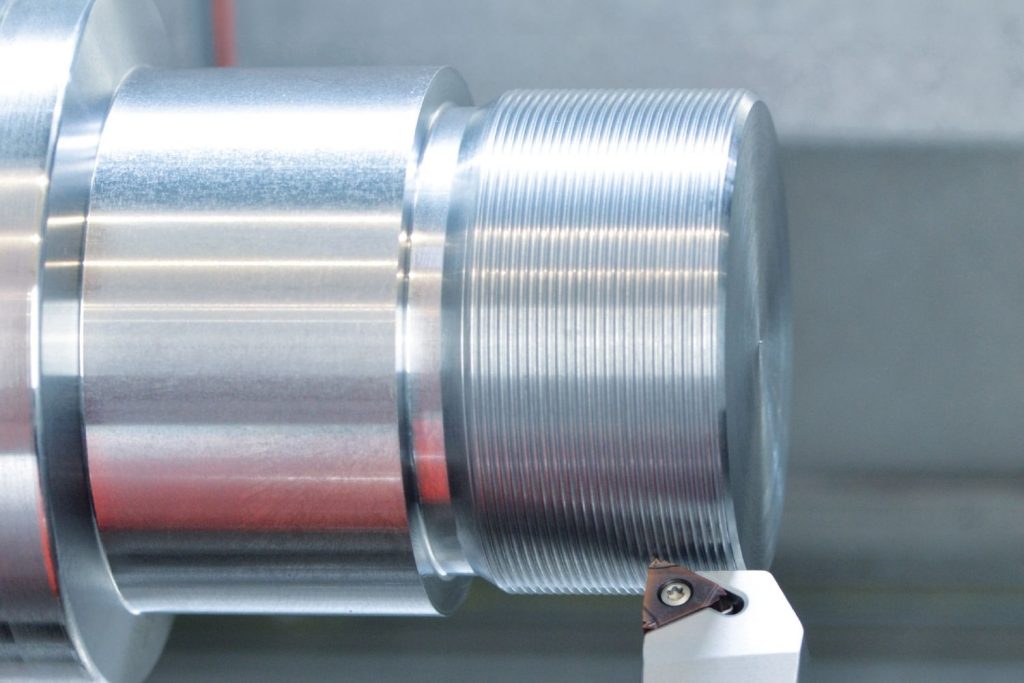
Diş açmada profil bozulmasının temelinde çoğu zaman iki ana mekanizma vardır 😊 Birincisi, takımın teoride kesmesi gereken formu pratikte aynı kararlılıkla taşıyamaması; yani titreşim, eksen kaçıklığı, hatalı infeed, fazla sıcaklık, yetersiz soğutma veya yanlış insert seçimi yüzünden gerçek profilin sapmasıdır. İkincisi ise talaşın ve malzeme akışının kontrol edilememesi; yani takım formu doğru olsa bile malzemenin kesilmek yerine bükülmesi, tepe noktasında yığılması ya da çıkışta koparak çapak bırakmasıdır. Diş açma sırasında talaş kontrolünün iyi olmaması yalnızca verim değil, doğrudan parça kalitesi problemidir; çünkü sarmal talaş takımın, aynanın ve parçanın etrafına dolanabilir, yüzeyi bozabilir ve üretkenliği düşürebilir.
Toksan’ın ürün ve çözüm yapısında vida açma ve profil işleme uygulamaları için diş ucu ve trapez uç çözümleriyle standartlara uygun, tekrar edilebilir sonuçlar hedeflendiğinin belirtilmesi tam da bu yüzden önemlidir. Çünkü diş açma, “yaklaşık form” kabul etmeyen bir operasyondur. Özellikle endüstriyel işleme çözümleri tarafında vida açma ve profil işleme için tekrar edilebilir sonuç vurgusu, bu operasyonun ne kadar hassas ele alınması gerektiğini açıkça gösterir.
Profil bozulması mı daha kritik, çapak mı? ⚖️
Atölyede görünür problem çoğu zaman çapaktır; çünkü operatör parçayı eline aldığında ilk onu görür. Fakat fonksiyon açısından daha derin ve sinsi sorun çoğu zaman profil bozulmasıdır 😮 Çünkü çapak sonradan alınabilir, ama flank açısı bozulmuş, profil derinliği eksik kalmış, tepe bölgesi taşmış ya da dip formu hatalı oluşmuş bir diş çoğu zaman parçanın temel fonksiyonunu zedeler. Yine de burada önemli bir ayrım var: çapak çoğu zaman tek başına bir “kozmetik kusur” değildir; o da genellikle yanlış takım seçimi, zayıf çıkış stratejisi, yüksek sıcaklık, uygunsuz kenar davranışı ya da kesme yerine malzemenin ezilmesinin göstergesidir.
| Problem | Parçada Görülen Belirti | Muhtemel Kök Neden | İlk Müdahale Noktası |
|---|---|---|---|
| Profil derinliği hatası | Diş sığ veya fazla derin | Yanlış takım merkezi, yanlış çap, hatalı infeed | Takım merkezi ve ön tornalama çapı |
| Profil form bozulması | Tepe/dip formu düzensiz | Yanlış insert tipi, plastik deformasyon, titreşim | Insert seçimi, soğutma, rijitlik |
| Çapak | Diş çıkışında veya tepede saçak | Malzeme bükülmesi, çıkış desteği zayıf, ısı artışı | Çıkış stratejisi ve takım formu |
| Pürüzlü flank yüzeyi | Mat, yırtık veya çizgili yan yüzey | Talaş çarpması, BUE, titreşim | Talaş kontrolü, hız ve soğutma |
Bu nedenle ben her zaman şunu söylerim 😊 Çapak, çoğu zaman alarm lambasıdır; profil bozulması ise motor arızasının kendisidir. Eğer yalnızca çapak alma işlemiyle yetinirseniz, problemi temizlemiş gibi görünürsünüz ama kök nedeni çözmüş olmazsınız.
Diş açmada doğru sonucu belirleyen asıl üçlü nedir? 🧠
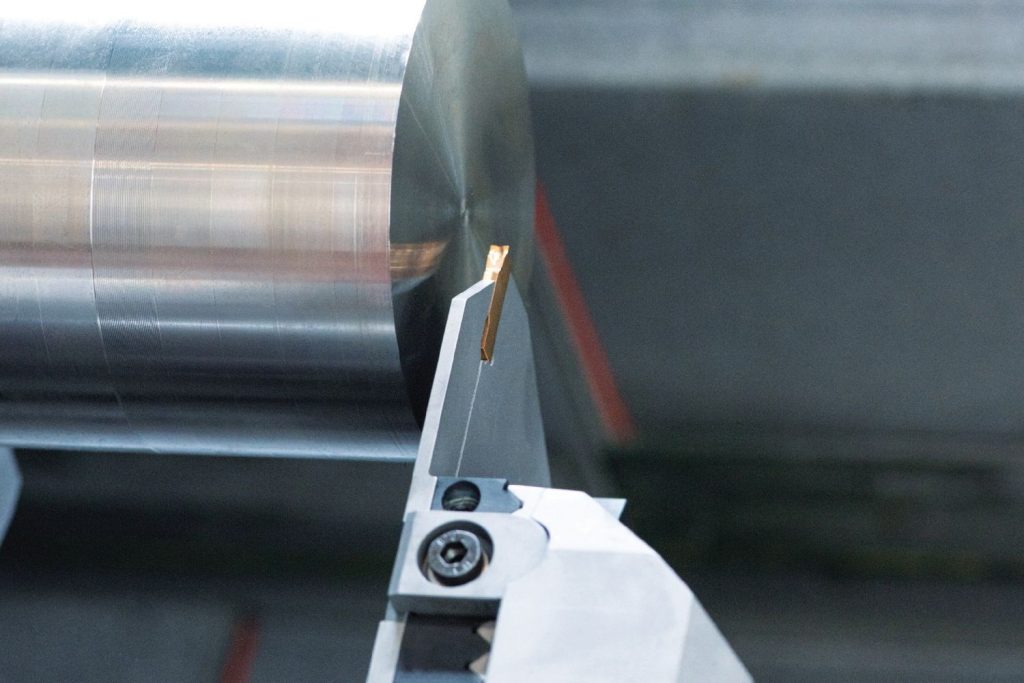
Diş açmada sonucu belirleyen üçlü çoğu zaman şudur: doğru profil geometrisi + yüksek rijitlik + kontrollü talaş davranışı. Sandvik Coromant’ın teknik kaynaklarında, hassas ve tekrarlanabilir thread profili için insert stabilitesi ve rijitlik özellikle vurgulanır; ayrıca thread turning’de başarılı talaş kontrolünün iyi parça kalitesi için kilit olduğu açıkça belirtilir. Bu çok değerlidir; çünkü birçok üretici diş açmayı yalnızca G kodu ve paso sayısı olarak düşünürken, aslında mekanik stabilite ile talaş davranışı form doğruluğu kadar belirleyici olur.
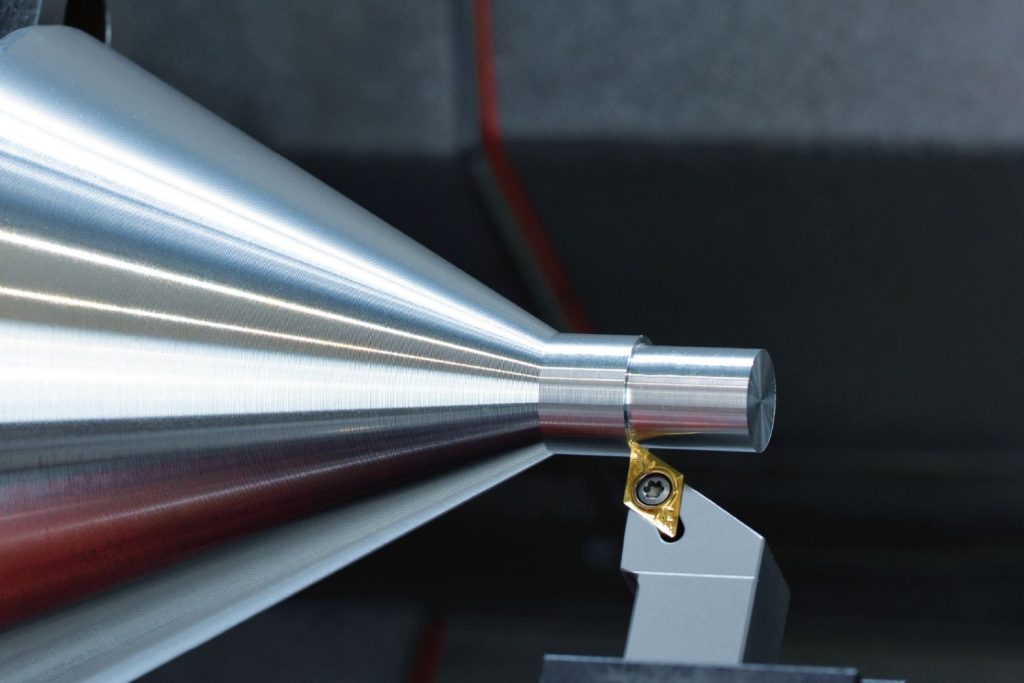
Toksan tarafında da tornalama sayfasında yüksek rijitliğe sahip tutucu sistemler ve özel uç geometrileriyle titreşimsiz, pürüzsüz ve güvenilir kesim performansı vurgulanır. Ayrıca takımlama teknolojileri içinde doğru tutucu entegrasyonunun güvenli kesim için kritik olduğu belirtilir. Bu bakış açısı diş açma için birebir geçerlidir; çünkü yanlış ya da gevşek bir kurulum, teorik olarak doğru inserti bile yanlış sonuç veren bir takıma dönüştürebilir.
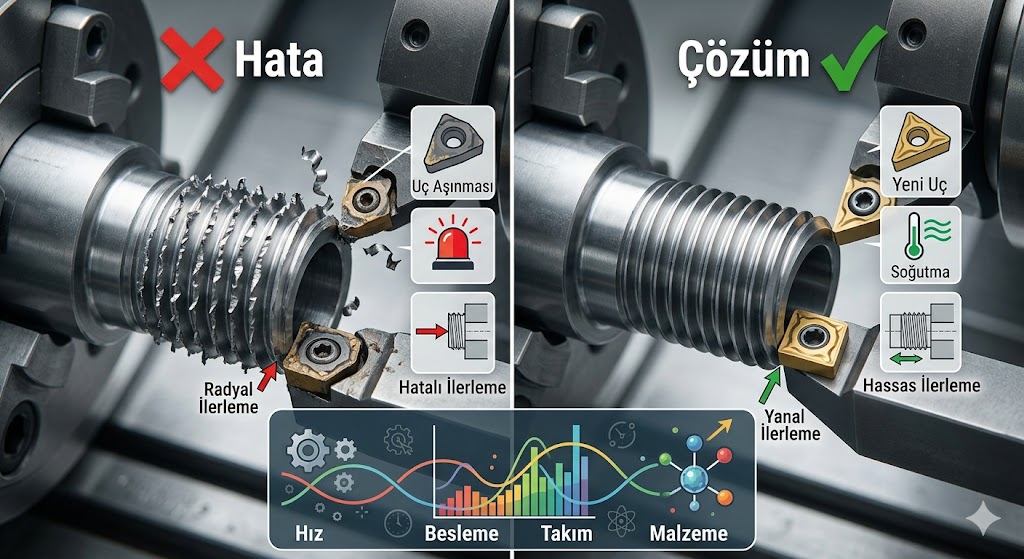
En Sık Hata 1: Yanlış insert formu veya yanlış profil tipi seçmek ❌
Diş açmada yapılan en temel hata, açılacak dişin standardına, tepe formuna, adımına ve beklenecek toleransa uygun olmayan insert kullanmaktır. Dışarıdan bakınca iki diş ucu birbirine benzer görünebilir ama profil açısı, tam form olup olmaması, köşe radüsü, tepe şekillendirme kabiliyeti ve talaş davranışı sonuç üzerinde dramatik fark yaratır. Özellikle tam form insert ile kısmi form insert karışıklığı, yanlış tepe oluşumu ve sonradan çapak kalması gibi sorunlara çok sık neden olur 😊
Uygulanabilir çözüm: Diş standardını ve istenen profil formunu baştan netleştirin. İç ve dış diş, adım, form tipi ve tepe beklentisine göre insert seçimini yapın. Eğer standart dışı veya özel profil gerekiyorsa, Toksan test ve özel takım imalatı yaklaşımı bu noktada çok değerlidir; çünkü standart takımların yeterli olmadığı karmaşık geometrilerde projeye özel çözüm geliştirmek gerekir. Böylece operatör sahada “yakın profil” üretmeye çalışmak yerine, işe gerçekten uygun geometriyle çalışır.
En Sık Hata 2: Takım merkezini ve ön çapı doğru hazırlamamak 📏
Bu hata sahada tahmin edilenden çok daha yaygındır. Diş açmadan önce parça çapının olması gerekenden farklı bırakılması, takımın merkez yüksekliğinin kaçık olması ya da iç dişte takımın tam merkezlenmemesi profil derinliğini doğrudan bozar. Sandvik’in thread turning troubleshooting içeriğinde, profile depth too shallow yani profil derinliğinin sığ kalması gibi problemlerde merkez kaçıklığı ve ön çap kontrolleri açık şekilde çözüm adımları arasında verilir. Başka bir deyişle, takımın yanlış konumu yalnızca ölçü değil, doğrudan form problemidir.
Uygulanabilir çözüm: Diş açma öncesi çap hazırlığını “nasıl olsa dişte telafi olur” mantığıyla bırakmayın. Özellikle iç dişlerde takımın merkeze göre konumunu kontrol edin, dış dişlerde ön tornalama çapını toleranslı bırakın ve her seri başlangıcında profil kontrolünü ilk parça üzerinden teyit edin. Toksan tutucu ve ekipmanları tarafında vurgulanan hassas bağlama ve düşük eksen kaçıklığı, diş açma gibi merkez hassasiyeti yüksek operasyonlarda doğrudan kaliteye dönüşür.
En Sık Hata 3: Talaşı kontrol edememek ve talaş çarpmasını hafife almak 🌀
Diş açma sırasında talaş, birçok operasyona göre daha sorunlu davranabilir; çünkü dar bir form içinde, tekrarlı paso mantığıyla ve genellikle hassas flank yüzeyleri boyunca akar. Sandvik, thread turning application tips içinde talaşın robotlara, aynaya, takımlara ve parçalara dolanabildiğini; bunun verim kaybına ve kalite sorunlarına yol açtığını açıkça belirtir. Thread milling troubleshooting tarafında da kesmeyen bölgede insert kenarının chip hammering yani talaş çarpması nedeniyle zarar görebildiği ve bunun kötü yüzey ile aşınmayı artırdığı belirtilir. Diş açmada talaş kontrolü bozulduğunda, flank yüzeyleri çizilebilir, tepe bölgeleri ezilebilir ve çapak artabilir.
Uygulanabilir çözüm: Öncelikle uygun talaş kırıcı ve uygun infeed stratejisi kullanın. Soğutmayı talaşı gerçekten formdan uzaklaştıracak şekilde yönlendirin. İç dişlerde dar bölgelerde talaş sarma riskini ekstra ciddiye alın. Gerekirse paso sayısını ve en büyük paso derinliğini revize edin. Toksan’ın çözüm sayfasında kanal açma ve iç işleme operasyonlarında talaş kontrolünü optimize etmeye dönük yaklaşım ile vida açma ve profil işleme uygulamalarında tekrar edilebilir sonuç hedefi, thread operasyonlarında da aynı mantığın gerekli olduğunu gösterir.
En Sık Hata 4: Isı birikimini küçümsemek ve soğutmayı ikinci plana atmak 🌡️
Diş açmada profilin bozulduğu ama operatörün ilk anda fark etmediği senaryoların önemli kısmında, kesme bölgesindeki aşırı sıcaklık ve bunun insert üzerinde yarattığı mikro deformasyon bulunur. Sandvik thread turning troubleshooting içeriğinde kesme bölgesinde aşırı sıcaklık, yetersiz soğutma ve yanlış grade seçimi; profil problemleri ve insert davranışıyla ilişkilendirilir. Aşırı sıcaklık yalnızca takım ömrünü kısaltmaz; insert formunu mikroskobik ölçekte bozabilir, built-up edge oluşturabilir ve flank kalitesini düşürebilir.
Uygulanabilir çözüm: Özellikle paslanmaz, süper alaşım ya da yapışmaya yatkın malzemelerde soğutmayı “var” ya da “yok” diye değil, “kesme noktasına gerçekten ulaşıyor mu?” diye değerlendirin. Kesme hızını yalnızca çevrim süresine göre değil, profil doğruluğu ve çapak seviyesiyle birlikte optimize edin. Gerekirse daha sıcaklığa dirençli bir grade kullanın. Toksan’ın ürün portföyü ve uygulama mühendisliği desteği bu seçimlerde önemlidir; çünkü yanlış kalite sınıfı bazen doğru geometrinin bile performansını boşa çıkarır.
En Sık Hata 5: Çıkış bölgesini ve çapak davranışını prosesin parçası olarak görmemek ✂️
Diş açmada çapak çoğu zaman dişin bitiş bölgesinde ya da tepe hattında belirginleşir. Bunun nedeni, malzemenin son anda yeterli destek bulamaması, takımın çıkışta malzemeyi kesmek yerine hafifçe bükmesi ve tepe formunda saçak bırakmasıdır. Özellikle dış dişlerde yanlış çıkış boşluğu, iç dişlerde yetersiz kanal hazırlığı ve hatalı yaklaşım/uzaklaşma hareketi bu sorunu büyütür. Seco’nun farklı içeriklerinde çapakların çoğu zaman üretim akışını kesintiye uğratan, manuel ikinci işlem ihtiyacını doğuran ve toplam maliyeti ciddi artıran bir problem olduğu özellikle vurgulanır. Başka bir deyişle çapak küçük görünür ama etkisi büyüktür.
Uygulanabilir çözüm: Diş açma operasyonunu yalnızca profilin işlendiği ana hareket olarak düşünmeyin; giriş ve çıkış geometrisini de sürecin ayrılmaz parçası kabul edin. Mümkünse uygun kaçış oluğu ya da yeterli boşalma alanı tasarlayın. Tam form insert, bazı senaryolarda tepe formunu daha kontrollü verdiği için çapak davranışını da iyileştirebilir. Seri işlerde elle çapak alma yerine, gerekiyorsa mekanize kenar şartlandırma veya CAM içinde tanımlı bitiş hareketleri kullanın. Toksan gibi hem ürün hem süreç tarafını bilen bir yapıyla çalışmak, özellikle tekrar eden çapak problemlerinde yalnızca insert değiştirmekten daha hızlı sonuç verir.
Aynı program, iki farklı sonuç neden verir? 🧩
Diyelim ki M24 dış diş açıyorsunuz ve ilk vardiyada parçalar temiz çıkarken gece vardiyasında aynı programla hem profil bozuluyor hem de diş tepelerinde çapak artıyor. Birçok yerde ilk refleks “operatör farklı çalıştı” olur. Oysa çoğu zaman tablo daha katmanlıdır 😊 Uç biraz yıpranmıştır, soğutma nozulu pozisyonu değişmiştir, tutucuda mikroskobik gevşeme vardır, talaş akışı kötüleşmiştir ve son birkaç paso artık aynı stabiliteyle kesmiyordur. Program aynıdır ama proses aynı değildir. İşte bu yüzden ben diş açmada kaliteyi sadece kod değil, sistem davranışı olarak görürüm.
Böyle bir durumda yapılacak en doğru şey, inserti ve flank yüzeyini büyütmeli incelemek, takım merkezini yeniden doğrulamak, talaş akışını gözlemek ve özellikle son pasolarda sıcaklık ile yüzey davranışını izlemektir. Eğer sorun tekrarlıyorsa, Toksan test ve özel takım imalatı desteğiyle farklı geometri ya da özel profil alternatifi denemek çoğu zaman çok daha akıllı bir çözümdür.
Çapak bazen ustalığın değil, sistem eksikliğinin göstergesidir 💬
Bir üretim sahasında yıllar önce duyduğum cümle hâlâ aklımdadır: “Diş açmada biraz çapak normaldir, sonra alırız.” O cümle ilk anda pratik görünür; ama seri üretimde bu bakış açısı her parçaya görünmez bir ek iş yükü bindirir. Sonra biri saat tutar, sonra elle alınan çapakların toplam süresi çıkar ve görülür ki asıl maliyet takımda değil, çapakla yaşamayı normal sayan kültürdedir. İşte bu yüzden ben çapak problemini yalnızca yüzey kusuru gibi değil, proses olgunluğu testi gibi görürüm ❤️ Eğer çapak sürekli ve tekrarlıysa, sistem size “beni yeniden düşün” diyordur.
Konu ile ilgili diyagram 🧭
Diş Açmada Kalite Zinciri
Doğru Profil Standardı
↓
Uygun Insert Formu
↓
Merkezleme + Ön Çap Hazırlığı
↓
Rijit Tutucu + Stabil Bağlama
↓
Talaş Kontrolü + Soğutma
↓
Kontrollü Paso / Infeed
↓
Temiz Profil + Düşük Çapak + Tekrarlanabilir Sonuç
Zincirdeki herhangi bir zayıf halka:
→ Profil bozulması
→ Flank yüzeyi bozulması
→ Çapak artışı
→ Takım ömrü düşüşü
İyi diş, sessiz çalışan diştir 🌟
Ben bir diş açma operasyonunda parçayı elime aldığımda önce yalnızca profile bakmam; yüzeyi, talaş izlerini, tepe hattını ve parça ile eşleştirme hissini birlikte düşünürüm. Çünkü gerçekten iyi açılmış bir diş, montajda gereksiz direnç yaratmaz, kendini “zorla kabul ettirmez” ve sonradan deburr kahramanlığı istemez 😊 Bir anlamda iyi diş, sessiz çalışan diştir. Gürültüyü proses değil, genellikle hata çıkarır.
Toksan’ın müşteri eğitimi ve bileme hizmeti tarafı da bu yüzden değerlidir; çünkü diş açmada başarı yalnızca doğru ürünü satın almakla değil, o ürünü doğru anlayıp sürdürülebilir biçimde kullanmakla gelir.

Diş açmada kalite tesadüf değil, tasarlanmış istikrardır ✅
Toparlarsak 😊 Diş açmada profil bozulması ve çapak problemleri çoğu zaman birbirinden bağımsız değildir. Yanlış insert, kötü merkezleme, zayıf talaş kontrolü, yetersiz soğutma ve çıkış bölgesinin ihmal edilmesi aynı zincirin halkalarıdır. Bu yüzden kalıcı çözüm için yalnızca hız düşürmek ya da operatöre “daha dikkatli ol” demek yetmez. Gerekli olan şey; profile uygun geometri, sağlam bağlama, iyi talaş tahliyesi, kontrollü paso mantığı ve ölçülebilir proses disiplinidir.
Toksan’ın tornalama çözümleri, takımlama teknolojileri, tutucu sistemleri ve özel takım/test yaklaşımı birlikte düşünüldüğünde, diş açmada hem profil doğruluğunu hem de düşük çapak seviyesini daha güvenilir biçimde yakalamak mümkündür. Kısacası amaç yalnızca diş açmak değil; standarda uygun, tekrar edilebilir, sessiz çalışan ve sonradan sorun çıkarmayan diş üretmektir 💙
Sık Sorulan Sorular ❓
1) Diş profilinin sığ kalmasının en yaygın nedeni nedir?
Takım merkezinin kaçık olması, ön çapın yanlış bırakılması veya infeed stratejisinin hatalı kurulması en sık nedenler arasındadır.
2) Çapak neden özellikle diş çıkışında artar?
Çünkü takım çıkışta malzemeyi yeterli destek olmadan terk eder ve malzeme kesilmek yerine hafifçe bükülerek saçak bırakabilir.
3) Tam form insert her zaman daha mı iyidir?
Her zaman değil; ama doğru uygulamada tepe formunu daha kontrollü verdiği için profil bütünlüğü ve çapak seviyesi açısından avantaj sağlayabilir.
4) Titreşim diş açmada gerçekten bu kadar etkili mi?
Evet. Titreşim flank yüzeyini bozabilir, profil tekrarını düşürebilir ve insert ömrünü ciddi biçimde azaltabilir.
5) Soğutma eksikliği profil bozulmasına yol açar mı?
Evet. Aşırı sıcaklık insert davranışını, BUE oluşumunu ve yüzey kalitesini olumsuz etkileyebilir.
6) İç dişlerde kalite neden daha zor korunur?
Çünkü alan daha dardır, talaş kontrolü zorlaşır ve takım rijitliği dış dişe göre daha hassas hale gelir.
7) Ön çap neden bu kadar kritik?
Çünkü diş derinliği ve gerçek form oluşumu, işleme öncesi bırakılan çapla doğrudan ilişkilidir.
8) Çapak tamamen sıfırlanabilir mi?
Her malzeme ve her geometride mutlak sıfır garanti olmayabilir; ancak doğru prosesle ikinci işlem ihtiyacını ciddi ölçüde azaltmak mümkündür.
9) Aynı programla neden vardiyadan vardiyaya farklı sonuç alınır?
Çünkü insert aşınması, soğutma pozisyonu, tutucu gevşemesi ve talaş davranışı program sabit kalsa bile prosesi değiştirir.
10) Özel profil dişlerde standart takım neden yetmeyebilir?
Çünkü standart insertler her formu tam olarak üretmez; tolerans, tepe formu ve özel geometri için özel takım gerekebilir.
İnsanlar Bunları da Sordu 🔎
Dış dişte çapak bırakmayan çıkış stratejisi nasıl kurgulanır?
İç dişte talaş sarmasını azaltmak için hangi adımlar uygulanır?
Thread turning ile thread milling arasında çapak farkı olur mu?
Diş açmada built-up edge nasıl anlaşılır?
Flank yüzeyi pürüzlü çıkıyorsa önce hız mı, soğutma mı kontrol edilmeli?
Tam form insert ile kısmi form insert arasındaki kalite farkı nedir?
Diş açmada paso sayısı profil doğruluğunu nasıl etkiler?
İç dişte takım merkezi kaçıklığı nasıl anlaşılır?
Profil bozulması ölçümle mi montajla mı daha hızlı fark edilir?
Diş açmada özel takım ne zaman gerçekten ekonomik hale gelir?