
Paslanmaz neden delik delmede bu kadar çabuk ısınır? 🔥
Paslanmaz çelikte delik delmenin zorluğu çoğu zaman yanlış şekilde “malzeme çok sert” diye özetlenir. Oysa birçok paslanmaz kalitesinde asıl mesele sadece sertlik değil, düşük ısı iletkenliği ve iş sertleşmesi eğilimidir. Kesme sırasında üretilen ısının daha büyük bölümü kesme bölgesinde kalır; talaş, bu ısıyı her zaman istediğimiz kadar dışarı taşıyamaz. Bunun üzerine takım yeterince kesmiyor, daha çok sürtüyorsa, delik cidarında iş sertleşmesi başlar ve sonraki milimetreler önceki bölgeden daha zor hale gelir 😬 Bu yüzden paslanmazda delik delme, her milimetrede aynı kalmayan bir direnç eğrisiyle uğraşmaktır.
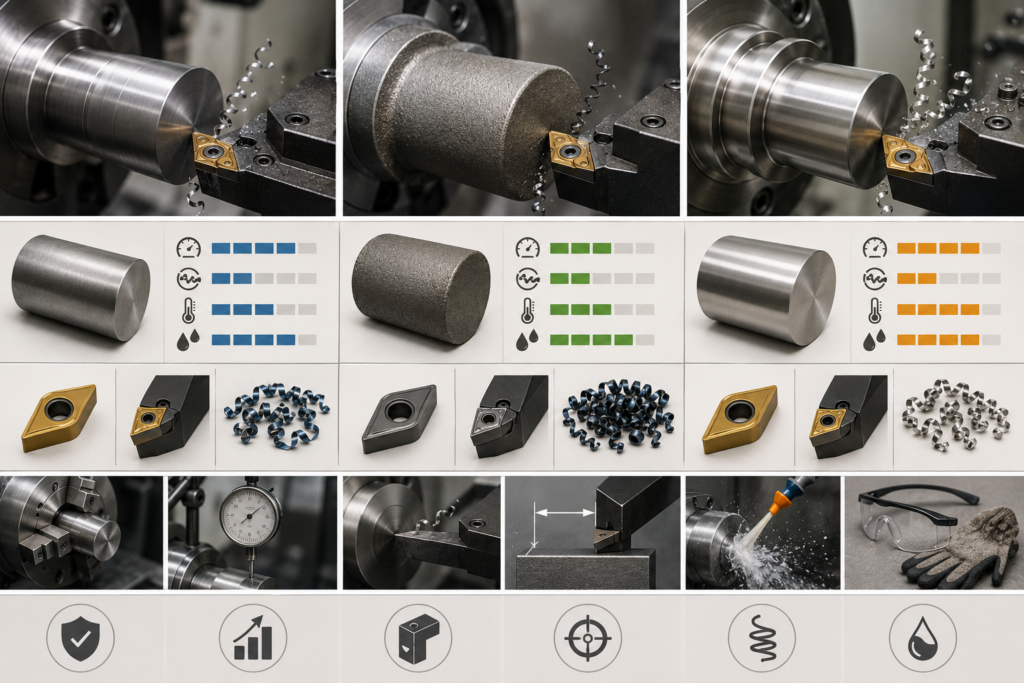
Toksan’ın delik işleme sayfasında paslanmaz uygulamalarda yapışma direnci yüksek kaplamaların ve doğru takım kombinasyonlarının delik iç yüzey kalitesini optimize ettiği özellikle vurgulanır. Aynı sayfada yüksek hassasiyet, uzun takım ömrü ve delik başı maliyetini düşüren malzemeye özel seri yaklaşımı öne çıkarılır. Bu çok kıymetlidir; çünkü paslanmazda “üniversal çalışsın” mantığı bazı basit işlerde yeterli olabilir ama ısı kontrolü hedefleniyorsa malzemeye özel geometri çoğu zaman fark yaratır.
Paslanmazda sorun düşük hız mı, yanlış ilerleme mi, yetersiz soğutma mı? ⚖️
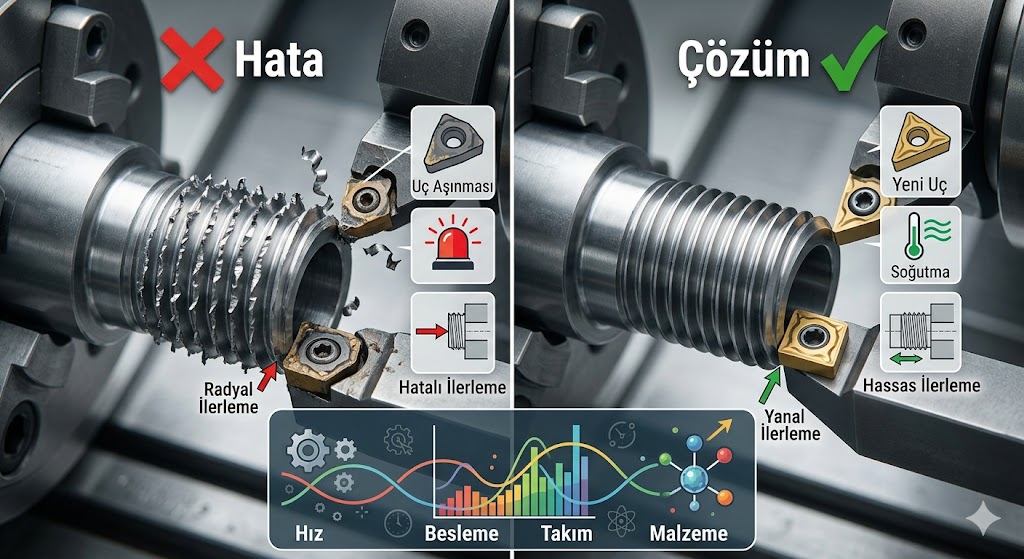
Dürüst cevap şu: çoğu zaman üçünün birlikte yanlış kurgulanmasıdır 😊 Sahada çok sık gördüğüm hata, operatörün takım ömrü uzasın diye deviri düşürmesi ama ilerlemeyi de gereğinden fazla azaltmasıdır. İlk bakışta bu güvenli görünür. Fakat çok düşük ilerleme, matkabın kesmek yerine cilalamaya ve sürtünmeye başlamasına neden olabilir. Bu durumda ısı yine düşmez, tam tersine daha lokal ve daha yıkıcı biçimde büyür. Delik yüzeyi parlayabilir ama bu iyi işleme işareti değil, iş sertleşmesinin habercisi olabilir.
Sandvik Coromant, delik delme ipuçlarında iş sertleşmesi sorunu varsa ilerlemeyi artırmanın değerlendirilebileceğini; ayrıca yüksek basınçlı soğutmanın performansı iyileştirdiğini özellikle belirtir. Kennametal ise keskin takım, tavsiye edilen hız-ilerleme, bekleme yapmama, mümkün olduğunca sabit ilerleme ve gerekiyorsa daha az sayıda, daha kontrollü peck uygulamasını önerir. Seco da zorlu malzemelerde, özellikle paslanmaz ve süper alaşımlarda, içten soğutmanın delme için en iyi seçenek olduğunu açık şekilde söyler. Yani denklem çoğu zaman “yavaşla ve kurtul” değildir; “sürtünmeden kes, talaşı dışarı taşı ve ısıyı kontrol et” şeklindedir. :contentReference[oaicite:0]{index=0}
| Senaryo | İlk Bakışta Mantıklı Görünür | Gerçekte Oluşan Risk | Doğru Yaklaşım |
|---|---|---|---|
| Deviri fazla düşürmek | Takımı korur sanılır | Sürtünme artabilir, ısı lokal kalabilir | Malzemeye uygun hız + etkili ilerleme |
| İlerlemeyi fazla düşürmek | Yüzey daha temiz olur sanılır | Kesme yerine rubbing başlar, iş sertleşmesi artar | Sabit ve yeterli talaş kalınlığı |
| Soğutmasız ya da zayıf akış | Basit işte yeterli görünür | Talaş tahliyesi ve sıcaklık kontrolü bozulur | İçten soğutma veya güçlü yönlendirilmiş akış |
| Sık peck delme | Talaşı rahat atar sanılır | Sürekli yeniden giriş, ısı ve sertleşme artışı | Zorunluysa az sayıda ve kontrollü peck |
Isı birikimini azaltan parametre kurgusu nasıl düşünülmeli? 🧠
Ben paslanmaz delmede parametre kurgusunu tek tek rakam ezberlemek yerine beş soruyla düşünmeyi daha doğru buluyorum 😊 Birincisi, takım gerçekten kesiyor mu? İkincisi, talaş deliğin içinden düzenli çıkıyor mu? Üçüncüsü, soğutma kesme bölgesine gerçekten ulaşıyor mu? Dördüncüsü, matkap mümkün olduğunca sabit ve titreşimsiz ilerliyor mu? Beşincisi, operasyon stratejisi deliğin içinde gereksiz tekrar giriş çıkış yaratıyor mu? Bu beş soruya “evet” diyebildiğiniz noktada ısı çoğu zaman zaten daha yönetilebilir hale gelir.
Toksan tarafında bu bakış açısını destekleyen güçlü iki unsur var. Birincisi, ürün gamı içinde delik delme operasyonları için üniversal ve malzemeye özel solid karbür matkap serilerinin ayrıştırılması. İkincisi ise özel takım ve test süreci içinde içten soğutma kanalları ve helis açılarının delik derinlik/çap oranına göre özel kurgulanabildiğinin belirtilmesi. Bu çok kritik, çünkü paslanmazda 3xD ile 8xD delik aynı mantıkla yönetilmez; derinlik arttıkça talaş tahliyesi ve akış tasarımı daha belirleyici olur. :contentReference[oaicite:1]{index=1}

Sabit ilerleme paslanmazda neden bu kadar önemli? 📏
Paslanmazda delik delmede takımın deliğin içinde beklemesi, ilerlemeyi gereksiz yere düşürmesi veya yarım ağız çalışması genellikle kötü senaryonun başlangıcıdır. Çünkü kesici kenar malzemeyle temas halindeyken ama yeterli talaş kaldırmıyorken, enerji büyük oranda ısıya ve yüzey deformasyonuna gider. Kennametal’in açıkça söylediği gibi drilling sırasında mümkün olduğunca sabit ilerleme tercih edilmeli ve takım deliğin içinde bekletilmemelidir. Aynı içerikte, peck gerekiyorsa bile sayının azaltılması ve her peck’in yaklaşık bir takım çapı kadar geri çekilerek talaşın gerçekten boşaltılması önerilir. Yani amaç deliği “nazikçe yoklamak” değil, kontrollü biçimde gerçek kesmeye devam etmektir. :contentReference[oaicite:2]{index=2}
Ben bunu hep şöyle anlatırım 😊 Paslanmaz, kararsızlığı sevmez. Siz kararsız ilerlediğinizde, o malzeme yüzeyi anında daha zor bir rakibe dönüştürür. Deliğin girişinde her şey normal gider, sonra bir anda matkap ses değiştirir, talaş kararmaya başlar ve delik iç yüzeyi bozulur. Çoğu zaman sebep malzemenin “birden sertleşmesi” değil, operasyondaki istikrarsızlıktır.
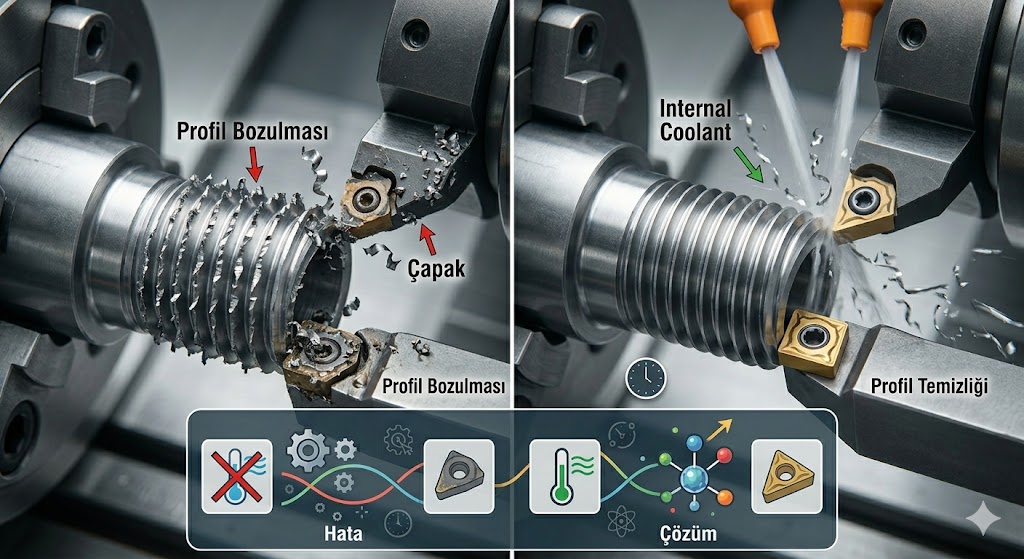
İçten soğutma neden paslanmaz delmede oyunu değiştirir? 💧
İçten soğutma çoğu zaman sadece “matkabı soğutmak” gibi anlatılır ama gerçekte üç ayrı iş yapar: kesme bölgesine ısı kontrolü sağlar, talaşın delik içinden daha düzenli atılmasına yardım eder ve kesme kenarı çevresinde yağlayıcı etki oluşturarak sürtünmeyi düşürür. Seco, delmede içten soğutmanın daima önerildiğini ve paslanmaz gibi zorlu malzemelerde en iyi seçenek olduğunu açık biçimde söyler. Sandvik de yüksek basınçlı soğutmanın performansı iyileştirdiğini belirtir. Bu iki bilgi birlikte düşünüldüğünde, paslanmazda içten soğutmanın lüks değil çoğu durumda proses güvenilirliği anlamına geldiği rahatlıkla söylenebilir. :contentReference[oaicite:3]{index=3}
Toksan’ın özel takım imalatı sayfasında içten soğutma kanallarının delik derinlik/çap oranına göre özel olarak kurgulanabildiği bilgisi bu nedenle çok önemlidir. Özellikle uzun deliklerde ve yapışmaya yatkın paslanmaz kalitelerinde bu detay, takımın sadece çalışmasını değil, deliğin sonuna kadar kararlı kalmasını da etkiler. Burada Toksan’ın proses analiziyle birlikte çözüm önermesi büyük avantaj sağlar; çünkü her içten soğutmalı matkap teoride iyi görünse de gerçek akış, gerçek tezgâh ve gerçek parça geometrisi bir arada değerlendirilmeden optimum sonuç almak zor olabilir.
Hatalı senaryoları önceden tanırsanız takımı kurtarırsınız 🚨
Şimdi en kritik bölüme gelelim. Paslanmazda delik delmede sık yapılan hatalar belli bir düzen izler. Birincisi, çok düşük ilerleme ile “güvenli delme” sanrısıdır. İkincisi, sık ve kısa peck ile sürekli deliğin içinde yeniden sürtünme yaratmaktır. Üçüncüsü, körlenen takımı birkaç delik daha zorlamaktır. Dördüncüsü, yetersiz tutucu ve zayıf rijitlik nedeniyle matkabın eksen kaçıklığıyla çalışmasıdır. Beşincisi, giriş yüzeyine uygun hazırlık yapmadan delmektir. Altıncısı, çıkan talaşın şeklini hiç takip etmemektir. Oysa talaş, delme operasyonunun canlı raporudur 😊 Çok renklenmiş, kopuk, yanmış veya deliğin ağzında biriken talaş genellikle ısı yönetiminin bozulduğunu erkenden haber verir.
Tutucu ve ekipman tarafında Toksan, titreşim, balans hataları ve eksen kaçıklıklarının yüzey kalitesi ile takım ömrünü olumsuz etkilediğini açıkça vurgular. Bu, delmede özellikle önemlidir; çünkü matkap dönme merkezinden ne kadar saparsa bir ağız diğerinden fazla yük alır, ısı simetrik dağılmaz, delik çapı ve takım ömrü birlikte bozulur. Aynı nedenle takımlama teknolojileri ve doğru bağlama sistemi, paslanmaz delmede “yardımcı unsur” değil doğrudan parametrenin kendisi gibi düşünülmelidir. :contentReference[oaicite:4]{index=4}
Uygulamalı örnek: 316L paslanmazda 5xD delikte düşünce modeli 🛠️
Diyelim ki 316L bir parçada 12 mm çapında ve 5xD derinliğinde delik açıyorsunuz. İlk iki delik temiz, üçüncüden sonra matkap sesi değişiyor, talaş sıkışıyor ve deliğin ağız çevresinde hafif renklenme başlıyor. Ben böyle bir durumda önce devri değil ilerleme kararlılığını kontrol ederim. Operatör ilerlemeyi “rahat çalışsın” diye düşürdüyse, ilk sorun orada olabilir. Sonra soğutma akışına bakarım; sıvı gerçekten deliğin dibine ulaşıyor mu, yoksa yalnızca dışarıda mı dolaşıyor? Ardından takımın kesici kenarını incelerim; mikro körelme başladıysa artık takım deliği kazımaya başlamış olabilir. Sonra bağlama ve çıkıntı boyuna bakarım. Bu adımların yarısı düzelmeden parametreyle oynamak çoğu zaman yalnızca sorunu geciktirir.
İşte bu noktada Toksan’ın genel mühendislik çözümleri, otomotiv ve tıbbi teknoloji gibi hassas delik kalitesinin önemli olduğu alanlara dönük yaklaşımı anlamlı hale geliyor. Çünkü paslanmaz delmede gerçek başarı, tek bir matkap seçimiyle değil, deliği her tekrarda aynı kalitede açabilmekle ölçülür.
“Biraz daha nazik del” tavsiyesi neden bazen en pahalı tavsiye olur? 😅
Bir atölyede yıllar önce duyduğum cümleyi hiç unutmuyorum: “Paslanmazı korkutarak delmek lazım.” İyi niyetli bir tavsiyeydi ama teknik olarak yanlıştı. Çünkü sonuç, düşük ilerleme, uzayan çevrim, hızla yükselen ısı ve beklenenden kısa matkap ömrü oldu. Daha sonra takım geometrisi gözden geçirildi, soğutma iyileştirildi, ilerleme kararlı hale getirildi ve peck sayısı azaltıldı. Herkesin “daha agresif oldu” sandığı yeni süreç, aslında daha kontrollüydü ve daha serin çalıştı. Bu bana şunu çok net öğretti: paslanmazı ürkek değil, tutarlı işlemek gerekir ❤️
Kişisel deneyim hissiyle altın kural: Talaş sizinle konuşur 🧩
Ben bir delme operasyonunda ilk olarak talaşa bakmayı severim. Çünkü rakamlar doğru olsa bile talaş yanlışsa süreç uzun süre doğru kalmaz. Eğer talaş koyu renklenmeye başlamışsa, kıvrılıp çıkmıyor ve delik ağzında birikiyorsa, deliğin içinde küçük bir ısı fırını oluşuyor olabilir. Bu durumda yeni tablo hazırlamak yerine önce neden o talaşın rahat çıkmadığını sormak gerekir. Bazen çözüm bir içten soğutmalı takım olur, bazen daha rijit bir bağlama, bazen farklı kaplama, bazen de daha istikrarlı bir ilerleme mantığıdır. Toksan’ın bileme hizmeti ile delik toleranslarının korunmasına yaptığı vurgu da bununla bağlantılıdır; çünkü keskinlik kaybolduğunda ilk bozulma çoğu zaman talaş karakterinde görülür. :contentReference[oaicite:5]{index=5}
PASLANMAZDA DELME KARAR DİYAGRAMI
Başlangıç
↓
Takım keskin mi?
├─ Hayır → Takımı değiştir / bileme kontrolü
└─ Evet
↓
İlerleme sabit ve yeterli mi?
├─ Hayır → Rubbing ve iş sertleşmesi riski
└─ Evet
↓
İçten soğutma / etkili akış var mı?
├─ Hayır → Isı ve talaş tahliyesi bozulur
└─ Evet
↓
Talaş düzenli çıkıyor mu?
├─ Hayır → Peck, geometri veya akış yeniden değerlendir
└─ Evet
↓
Tutucu ve bağlama rijit mi?
├─ Hayır → Eksen kaçıklığı + ısı dengesizliği
└─ Evet
↓
Sonuç: Daha serin, daha kararlı, daha tekrarlanabilir delik delme
Paslanmazda delik delmede serin çalışan proses, yavaş çalışan proses demek değildir ✅
Yazının özünü tek cümlede toplarsam şunu söylerim 😊 Paslanmazda delik delme operasyonunu serin tutmanın yolu sadece deviri kısmak değildir; esas mesele, takımı sürtünmeye değil kesmeye zorlayan, talaşı deliğin içinden düzenli atan, soğutmayı gerçekten kesme bölgesine ulaştıran ve deliğin içinde gereksiz bekleme yaratmayan bir parametre kurgusu kurmaktır. Bu nedenle doğru hız, yeterli ve sabit ilerleme, mümkünse içten soğutma, iyi bağlama, doğru geometri, kontrollü peck ve zamanında takım değişimi birlikte düşünülmelidir.
Toksan’ın endüstriyel çözümler yaklaşımına ve teknik destek tarafına bu yüzden değer veriyorum; çünkü paslanmaz delmede başarı, katalogdan tek bir değer çekmekten çok, gerçek uygulamayı doğru okumakla geliyor. Özellikle derin delik, tolerans hassasiyeti veya yüksek tekrar sayılı üretim söz konusuysa, Toksan gibi prosesi takım, test, bileme, eğitim ve bağlama bütünlüğüyle ele alan bir yapıyla çalışmak fark yaratabilir. Kısacası paslanmazı delmek için cesaret değil; disiplin, tutarlılık ve doğru teknik kurgu gerekir 🚀

Sık Sorulan Sorular ❓
1) Paslanmazda delik delerken neden takım çabuk ısınıyor?
Çünkü paslanmaz ısıyı çelik kadar rahat taşımaz ve iş sertleşmesine yatkındır. Kesme yerine sürtünme başladığında ısı hızla birikir.
2) İlerlemeyi düşürmek her zaman güvenli midir?
Hayır. Fazla düşük ilerleme rubbing yaratabilir ve iş sertleşmesini artırabilir.
3) İçten soğutma şart mı?
Her işte zorunlu değildir ama paslanmaz ve daha zorlu delik koşullarında ciddi avantaj sağlar.
4) Peck delme tamamen yanlış mı?
Hayır. Zorunluysa kullanılabilir ama gereksiz sık peck ısı ve sertleşme riskini büyütebilir.
5) Deliğin içinde takımın beklemesi neden kötü?
Çünkü bu sırada kesme değil sürtünme ve lokal ısınma baskın hale gelir.
6) Talaş rengi neden önemli?
Talaş, ısı ve tahliye davranışının hızlı göstergesidir. Aşırı renk değişimi veya birikme sorun işareti olabilir.
7) Paslanmaz için üniversal matkap yeterli olur mu?
Bazı işlerde olur ama seri üretim veya hassas uygulamalarda malzemeye özel geometri daha güvenli sonuç verebilir.
8) Tutucu gerçekten bu kadar fark yaratır mı?
Evet. Eksen kaçıklığı ve titreşim, ısıyı ve aşınmayı hızlandırabilir.
9) Bilenmiş takım paslanmaz delmede kullanılabilir mi?
Uygun ve kontrollü bileme ile birçok delme takımında performans geri kazanılabilir; kritik nokta geometri ve toleransın korunmasıdır.
10) En kritik tek tavsiye ne olur?
Paslanmazda delik delerken takımın kesmesini sağlayın; deliğin içinde sürtünmesine izin vermeyin.
İnsanlar Bunları da Sordu 🔎
316L paslanmazda delik delmek neden 304’ten farklı hissedilir?
Paslanmazda matkap ucunda yapışma nasıl anlaşılır?
İçten soğutmasız makinede paslanmaz delik delme nasıl optimize edilir?
Kaç xD’den sonra peck daha ciddi düşünülmelidir?
Delik ağız kısmında morarma neyi gösterir?
Paslanmazda spot delik gerekli mi?
Takma uçlu matkap mı solid karbür matkap mı daha mantıklı?
Paslanmaz delik sonrası raybalama öncesi nelere dikkat edilmeli?
İş sertleşmiş delikte tekrar delme neden zorlaşır?
Delik çapı büyüyorsa sorun parametrede mi tutucuda mı?